《機(jī)油泵傳動(dòng)軸支架的夾具設(shè)計(jì)工序卡》由會(huì)員分享���,可在線閱讀,更多相關(guān)《機(jī)油泵傳動(dòng)軸支架的夾具設(shè)計(jì)工序卡(18頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1���、機(jī) 械 加 工 工 藝 過 程 卡 片
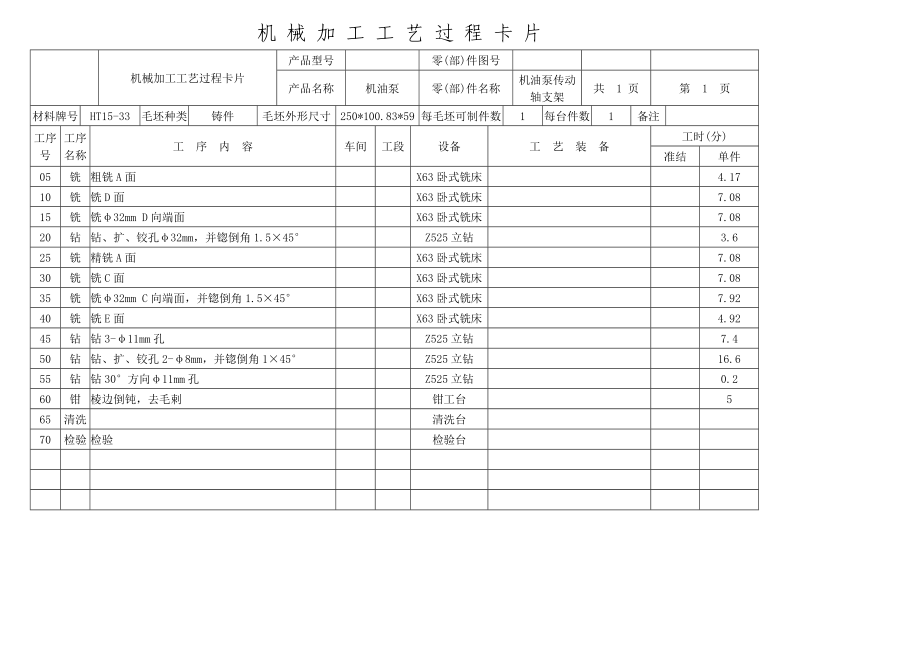
機(jī)械加工工藝過程卡片
產(chǎn)品型號(hào)
零(部)件圖號(hào)
產(chǎn)品名稱
機(jī)油泵
零(部)件名稱
機(jī)油泵傳動(dòng)軸支架
共 1 頁
第 1 頁
材料牌號(hào)
HT15-33
毛坯種類
鑄件
毛坯外形尺寸
250*100.83*59
每毛坯可制件數(shù)
1
每臺(tái)件數(shù)
1
備注
工序號(hào)
工序名稱
工 序 內(nèi) 容
車間
工段
設(shè)備
工 藝 裝 備
工時(shí)(分)
準(zhǔn)結(jié)
單件
05
銑
粗銑A面
X63臥式銑床
4.17
10
銑
銑D面
X63臥式銑
2���、床
7.08
15
銑
銑φ32mm D向端面
X63臥式銑床
7.08
20
鉆
鉆、擴(kuò)���、鉸孔φ32mm���,并锪倒角1.5×45°
Z525立鉆
3.6
25
銑
精銑A面
X63臥式銑床
7.08
30
銑
銑C面
X63臥式銑床
7.08
35
銑
銑φ32mm C向端面,并锪倒角1.5×45°
X63臥式銑床
7.92
40
銑
銑E面
X63臥式銑床
4.92
45
鉆
鉆3-φ11mm孔
Z525立鉆
3���、
7.4
50
鉆
鉆���、擴(kuò)、鉸孔2-φ8mm���,并锪倒角1×45°
Z525立鉆
16.6
55
鉆
鉆30°方向φ11mm孔
Z525立鉆
0.2
60
鉗
棱邊倒鈍���,去毛剌
鉗工臺(tái)
5
65
清洗
清洗臺(tái)
70
檢驗(yàn)
檢驗(yàn)
檢驗(yàn)臺(tái)
湖 南 工 業(yè) 大 學(xué)
機(jī)械加工工藝課程設(shè)計(jì)工藝規(guī)程
產(chǎn)品名稱:機(jī)油泵
4、 產(chǎn)品圖號(hào):
零(部)件名稱:機(jī)油泵傳動(dòng)軸支架 零(部)件圖號(hào):
設(shè) 計(jì):唐 維 明 審 核:
學(xué) 號(hào):10405700115
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第1頁
車間
工序號(hào)
工序名稱
材料名稱
05
銑
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
2
5���、50*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
4.17
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
粗銑A面
專用夾具
38
26.5
2.26
2
3
3
1
高速鋼
6���、鑲齒三面刃銑刀
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
7���、
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第2頁
車間
工序號(hào)
工序名稱
材料名稱
10
銑
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.08
工
步
號(hào)
工步內(nèi)容
工藝裝備
8、
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
銑D端面
專用夾具
38
26.5
2.26
2
1
1
1
高速鋼鑲齒三面刃銑刀
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
9���、
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第3頁
車間
工序號(hào)
工序名稱
材料名稱
金加工間
15
銑
HT200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
10���、
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.08
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
銑φ32mm D向端面
專用夾具
190
5.3
0.32
2
1
1
φ45端面銑刀
11、
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)
12���、品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第4頁
車間
工序號(hào)
工序名稱
材料名稱
20
鉆
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z535機(jī)床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
3.6
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速
13、度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
鉆孔φ30mm
φ30mm鉆
229
15.3
0.25
54
1
1
1
2
擴(kuò)孔:φ31.7mm
φ31.7mm專用擴(kuò)孔鉆
68
7.9
0.57
54
1
1
1
3
鉸孔: mm
mm鉸孔鉆
68
8.26
0.72
54
1
1
1
底圖號(hào)
4
锪孔1.5×45°
90°锪鉆
68
8.26
0.72
1.5
1
1
1
14���、
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第5頁
車間
工序號(hào)
工序名稱
15���、材料名稱
25
銑
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.92
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
16、精銑A向端面
專用夾具
38
26.5
2.26
0.83
1
1
1
高速鋼鑲齒三面刃銑刀
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
17���、更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第6頁
車間
工序號(hào)
工序名稱
材料名稱
30
銑
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位
18���、器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.08
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
銑C面
專用夾具
38
26.5
1.6
2
1
1
1
高速鋼鑲齒三面刃銑刀
底圖號(hào)
19���、
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第7頁
車間
工序號(hào)
工序名稱
材料名稱
35
銑
T
20、H200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.08
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
銑φ32mm C向端面
專用夾
21���、具
190
5.3
0.32
2
1
1
1
2
φ45端面銑刀
3
90°锪鉆
68
8.26
0.72
1.6
1
1
1
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)
22���、記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第8頁
車間
工序號(hào)
工序名稱
材料名稱
40
銑
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
X63臥式銑床
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編
23、號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
4.92
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
銑E面
專用夾具
37.5
5.3
0.32
2
1
1
1
2
高速鋼鑲齒三面刃銑刀
底圖號(hào)
24���、
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第9頁
車間
工序號(hào)
工序名稱
材料名稱
25���、
45
鉆
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z525
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
7.4
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
鉆3-Φ11孔
26、專用夾具
195
15.3
0.32
0.25
1
1
1
2
Φ11鉆頭
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
27���、
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第10頁
車間
工序號(hào)
工序名稱
材料名稱
50
鉆
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z525
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具
28���、名稱
工序工時(shí)/min
準(zhǔn)終
單件
16.6
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
鉆孔φ7mm
φ7mm鉆
229
15.3
0.25
12
1
1
1
2
擴(kuò)孔:φ7.7mm
φ7.7mm專用擴(kuò)孔鉆
68
7.9
0.57
12
1
1
1
3
鉸孔:mm
mm鉸孔鉆
68
8.26
0.72
12
1
1
1
29、
底圖號(hào)
4
锪孔1×45°
90°锪鉆
68
8.26
0.72
1
1
1
1
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
30���、
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第11頁
車間
工序號(hào)
工序名稱
材料名稱
55
鉆
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z525
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
0.2
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/
31���、(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
鉆孔φ11mm
φ11mm鉆
229
15.3
0.25
12
1
1
1
2
專用夾具���,螺栓固定
底圖號(hào)
裝訂號(hào)
32、
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第12頁
車間
工序號(hào)
工序名稱
材料名稱
60
鉗
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
33���、250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
Z525
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
5
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
棱邊倒鈍���,去毛刺
專用夾具
1
34、
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工序卡片
產(chǎn)品型號(hào)
35���、
零件圖號(hào)
產(chǎn)品名稱
零件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第13頁
車間
工序號(hào)
工序名稱
材料名稱
65
鉗
TH200
毛坯種類
毛坯外形尺寸
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
250*100.83*59
1
1
設(shè)備名稱
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
清洗臺(tái)
1
夾具編號(hào)
夾具名稱
切削液
專用夾具
工位器具編號(hào)
工位器具名稱
工序工時(shí)/min
準(zhǔn)終
單件
5
工
步
號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速/(r/min)
切削速度/(m/min)
36���、
進(jìn)給量
/(mm/r)
切削深度/mm
進(jìn)給次數(shù)
工步工時(shí)/min
描圖
機(jī)動(dòng)
輔助
描校
1
清洗
專用夾具
1
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
37、
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
檢 驗(yàn) 工 序 卡
檢驗(yàn)工序卡
產(chǎn)品型號(hào)
零(部)件圖號(hào)
產(chǎn)品名稱
機(jī)油泵
零(部)件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第14頁
車 間
工序號(hào)
工序名稱
材料名稱
70
檢驗(yàn)
HT200
檢 驗(yàn) 技 術(shù) 要 求
1.各量具在正常使用期內(nèi)���,并無卡阻等現(xiàn)象。
2.檢驗(yàn)前將零件被測(cè)部位擦干凈���。
3. 做好檢驗(yàn)記錄���。
38、
序號(hào)
檢 驗(yàn) 項(xiàng) 目
檢驗(yàn)百分?jǐn)?shù)
量具種類
規(guī) 格
精度等級(jí)
備 注
1
mm,
游標(biāo)卡尺
2
mm
游標(biāo)卡尺
3
2-沉孔φ10*90°
游標(biāo)卡尺
4
mm
游標(biāo)卡尺
5
mm
游標(biāo)卡尺
6
223±0.05mm
游標(biāo)卡尺
7
φ11軸線的位移度不大于R0.25
游標(biāo)卡尺
檢 驗(yàn) 工 序 卡
檢 驗(yàn) 工 序 卡
產(chǎn)品型號(hào)
零(部)
39���、件圖號(hào)
產(chǎn)品名稱
機(jī)油泵
零(部)件名稱
機(jī)油泵傳動(dòng)軸支架
共15頁
第15頁
車 間
工序號(hào)
工序名稱
材料名稱
70
檢驗(yàn)
HT200
檢 驗(yàn) 技 術(shù) 要 求
檢驗(yàn)技術(shù)要求嚴(yán)格按照檢驗(yàn)圖紙技術(shù)要求執(zhí)行
序號(hào)
檢 驗(yàn) 項(xiàng) 目
檢驗(yàn)百分?jǐn)?shù)
量具種類
規(guī) 格
精度等級(jí)
備 注
8
φ32H7軸線對(duì)A面的不平行度在100長(zhǎng)度上不大于0.01
游標(biāo)卡尺
0.02mm
9
φ32H7軸線對(duì)B-B面的不垂直度100長(zhǎng)度上不大于0.05
游標(biāo)卡尺
0.02mm
10
φ32H7軸線和一個(gè) 距離54±0.12mm
游標(biāo)卡尺
0.02mm
11
圖紙上標(biāo)注的其他尺寸
 機(jī)油泵傳動(dòng)軸支架的夾具設(shè)計(jì)工序卡
機(jī)油泵傳動(dòng)軸支架的夾具設(shè)計(jì)工序卡