《高職《機(jī)械類(lèi)專(zhuān)業(yè)》 試卷》由會(huì)員分享�,可在線閱讀,更多相關(guān)《高職《機(jī)械類(lèi)專(zhuān)業(yè)》 試卷(11頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、2012年高職《機(jī)械類(lèi)專(zhuān)業(yè)》試卷
A.粗點(diǎn)畫(huà)線B.細(xì)雙點(diǎn)畫(huà)線
C.細(xì)虛線
D.
細(xì)點(diǎn)畫(huà)線
本試題共五大題�。全卷共11頁(yè)。滿分
300分��,考tO寸間150分鐘��。
6.
卜列一組公差帶代號(hào)��,哪一個(gè)可與基準(zhǔn)孔�。50H7形成間隙配合?
A.
())50f7B.())50n7C.())50k7
D.())50s7
��、單項(xiàng)選擇題(本大題共50小題��,每小題
共100分)
7.
將軸的結(jié)構(gòu)設(shè)計(jì)成階梯軸�,主要目的是(
1.圖樣中書(shū)寫(xiě)漢字字體的號(hào)數(shù),
即為字體的
A.
有利于軸的加工B.零件裝拆方便
.提高軸的剛度D.為了外形美觀
A.寬度B.高度
C.
長(zhǎng)度
D.
2、
與字體的大小無(wú)關(guān)
8.
增大軸肩過(guò)渡處圓角半徑��,其優(yōu)點(diǎn)是
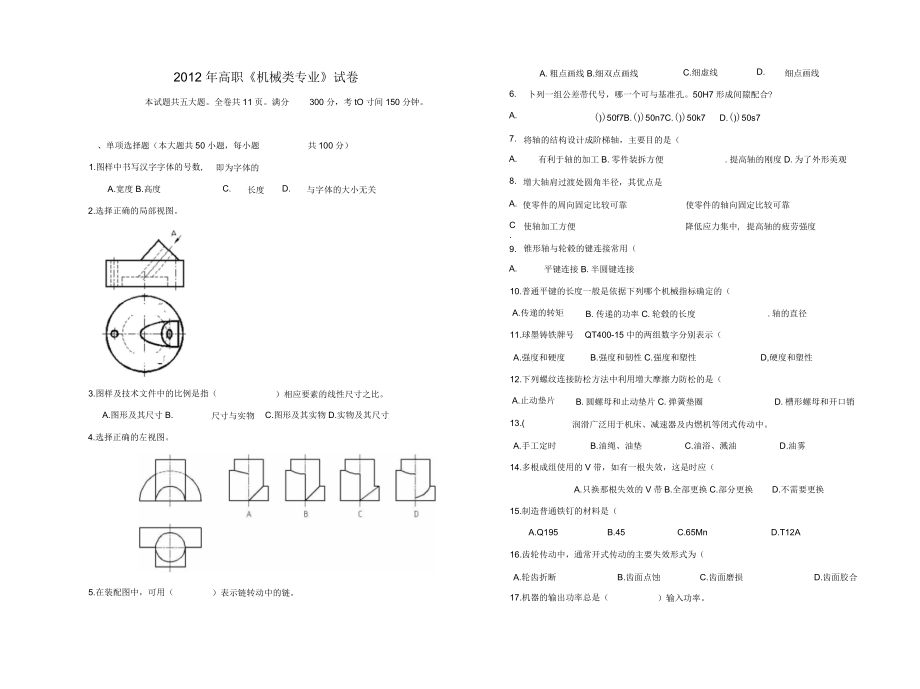
2.選擇正確的局部視圖��。
A.
使零件的周向固定比較可靠
使零件的軸向固定比較可靠
C.
9.
A.
使軸加工方便
降低應(yīng)力集中,
提高軸的疲勞強(qiáng)度
錐形軸與輪轂的鍵連接常用(
平鍵連接B.半圓鍵連接
3.圖樣及技術(shù)文件中的比例是指(
)相應(yīng)要素的線性尺寸之比。
A.圖形及其尺寸B.
4.選擇正確的左視圖�。
尺寸與實(shí)物
C.圖形及其實(shí)物D.實(shí)物及其尺寸
)表示鏈轉(zhuǎn)動(dòng)中的鏈。
5.在裝配圖中��,可用(
10.普通平鍵的長(zhǎng)度一般是依據(jù)下列哪個(gè)機(jī)械指標(biāo)確定的(
A.傳遞的轉(zhuǎn)矩
11.球墨鑄鐵
3��、牌號(hào)
A.強(qiáng)度和硬度
B.傳遞的功率C.輪轂的長(zhǎng)度
QT400-15中的兩組數(shù)字分別表示(
B.強(qiáng)度和韌性C.強(qiáng)度和塑性
12.下列螺紋連接防松方法中利用增大摩擦力防松的是(
A.止動(dòng)墊片
13.(
.軸的直徑
D,硬度和塑性
A.手工定時(shí)
B.圓螺母和止動(dòng)墊片C.彈簧墊圈
潤(rùn)滑廣泛用于機(jī)床��、減速器及內(nèi)燃機(jī)等閉式傳動(dòng)中�。
B.油繩、油墊
C.油浴��、濺油
14.多根成組使用的V帶�,如有一根失效,這是時(shí)應(yīng)(
A.只換那根失效的V帶B.全部更換C.部分更換
15.制造普通鐵釘?shù)牟牧鲜牵?
A.Q195
B.45
C.65Mn
16.齒輪傳動(dòng)中�,通常開(kāi)式傳動(dòng)的主
4、要失效形式為(
A.輪齒折斷
B.齒面點(diǎn)蝕
C.齒面磨損
D.槽形螺母和開(kāi)口銷(xiāo)
D.油霧
D.不需要更換
D.T12A
D.齒面膠合
17.機(jī)器的輸出功率總是(
)輸入功率�。
18.我們把各部分之間具有確定的相對(duì)運(yùn)動(dòng)的構(gòu)件的組合稱為( )。
A.機(jī)器 B. 機(jī)構(gòu) C. 構(gòu)件 D.
零件
C . 500mm D . 130mm
19 .縫紉機(jī)踏板機(jī)構(gòu)
5�、是()的應(yīng)用。
A曲柄搖桿機(jī)構(gòu)B雙曲柄機(jī)構(gòu)C雙搖桿機(jī)構(gòu)D曲柄滑塊機(jī)構(gòu)
20 .液壓系統(tǒng)的控制元件是()
A.電動(dòng)機(jī)B.液壓閥C.液壓缸或液壓馬達(dá)D.液壓泵�。
21 .溢流閥()
A.閥口常開(kāi)B、進(jìn)出口均通壓力油
C.按在油缸回油路上D.閥芯隨系統(tǒng)壓力變動(dòng)使壓力穩(wěn)定
22 .滾動(dòng)軸承與滑動(dòng)軸承相比�,其優(yōu)點(diǎn)是()。
A.起動(dòng)及運(yùn)轉(zhuǎn)時(shí)摩擦力矩小B.高速運(yùn)轉(zhuǎn)時(shí)噪聲小
C.承受沖擊載荷能力好D.徑向尺寸小
23 .采用45鋼制作連桿�,要求具有良好的綜合力學(xué)性能��,應(yīng)采用()��。
A.退火B(yǎng).正火C.調(diào)質(zhì)D.淬火+中溫回火
24 .鋼的淬硬性主要取決于()��。
A.冷卻方式B.加熱溫度
6��、C.碳含量D.合金元素含量
25 .對(duì)被聯(lián)接兩軸間的偏移具有補(bǔ)償能力的聯(lián)軸器是()��。
A.凸緣聯(lián)軸器B.套筒聯(lián)軸器C.齒式聯(lián)軸器D.安全聯(lián)軸器
26 .在錢(qián)鏈四桿機(jī)構(gòu)中��,已知LBc=500mm,LcD=330mm,LAD=300mm,AB為機(jī)架�,若
此機(jī)構(gòu)為雙曲柄機(jī)構(gòu)��,則Lab的最大值為()��。
A.300mmB.450mm
27 .GJ15的含Cr量為()
A.0.15%B.1.5%C.15%D.0.015%
28 .用于制作汽車(chē)�,拖拉機(jī)中的變速齒輪�,應(yīng)選用()。
A20CrMnTiBT12C45鋼DHT200
29 .車(chē)床絲杠螺距為12mm加工螺紋時(shí)會(huì)產(chǎn)生亂牙的螺距為()
7��、mm
A.0.25B.2C.5D.12
30 .車(chē)削剛性差的工件的外圓�,車(chē)刀主偏角宜選()。
A.30°B.45°C.75°D,90°
31 .制訂零件工藝過(guò)程時(shí)��,首先研究和確定的基準(zhǔn)是()。
A.設(shè)計(jì)基準(zhǔn)B.定位基準(zhǔn)C.測(cè)量基準(zhǔn)D.工序基準(zhǔn)
32 .普通外圓車(chē)削時(shí)�,刀具上與工件過(guò)渡表面相對(duì)的表面是()。
A,前刀面B,主切削平面C.主后刀面D.副后刀面
33 .YT5YT15等牌號(hào)的車(chē)刀主要用于加工()�。
A.HT150B.Q235鋼C.黃銅D.鋁
34 .車(chē)削時(shí)通常選擇切削用量的順序是()
A.先確定切削深度,然后是進(jìn)給量�,最后確定切削速度
B.先確定進(jìn)給量,然后是
8�、切削深度,最后確定切削速度
C.先確定切削速度��,然后是進(jìn)給量�,最后確定切削深度
D.先確定切削速度,然后是切削深度�,最后確定進(jìn)給量
35 .用一頂一夾裝夾工件時(shí),若后頂尖軸線不在車(chē)床主軸軸線上��,會(huì)產(chǎn)生()��。
A.錐度B.振動(dòng)C.表面粗糙度不高D.同軸度差
36 .車(chē)孔比車(chē)外圓困難的原因是()
A.排屑困難�,不易冷卻B.受孔徑的限制,內(nèi)孔車(chē)刀刀桿細(xì)而長(zhǎng)�,剛性差
C.車(chē)削時(shí)不易觀察D.以上原因都是
37 .錐度為1:10的圓錐,其圓錐半角的正切值是()
A.1/2B.1/5C.1/10D,1/20
38 .切斷刀折斷的主要原因是()�。
A.刀頭寬度太寬B.副偏角和副后角太大C
9、.切削速度高D.以上都是�
A.小B.中等
C.高
D
.任意選擇
40.工序集中的優(yōu)點(diǎn)是減少了(
A測(cè)量工件B調(diào)整刀具
)的輔助時(shí)間�。
C刃磨刀具
D安裝工件
41.下列有關(guān)車(chē)刀裝夾方法正確的是()�。
A,刀桿中心線應(yīng)與進(jìn)給方向垂直
B.刀桿伸出刀架長(zhǎng)度應(yīng)超過(guò)刀桿高度的1.5倍
39.鉆中心孔時(shí)選擇車(chē)床轉(zhuǎn)速(
)�。
49 .用螺紋等分尺分別在5個(gè)測(cè)量點(diǎn)測(cè)量三角形螺紋,可彳導(dǎo)5個(gè)尺寸M此時(shí)以(作為被告測(cè)螺紋的實(shí)際中徑值��。
A.最大值B.平均值C.公式d2=M-C60求得的值D.最小值
50 .對(duì)于整體形狀精度要求比較高的零件(如精密機(jī)床等)�,都
10、應(yīng)提出較高的(
公差要求�。
A.圓度B.圓柱度C.軸向圓跳動(dòng)D.直線度
、填空題(本大題共35小題��,每空格1分��,共83分)
,虛線與粗實(shí)線��、虛線
53.組合體的尺寸包括
和 三種尺寸��。
C.粗車(chē)外圓時(shí)刀尖應(yīng)略低于工件軸線
D.精車(chē)細(xì)長(zhǎng)軸外圓時(shí)刀尖應(yīng)略高于工件軸線
42 .如果零件上有多個(gè)不加工表面�,則應(yīng)以其中與加工表面相互位置要求()表面
做粗基準(zhǔn)�。
A.最高的B.最低的C.不高不低的D.任意選擇
43 .測(cè)量后面的基準(zhǔn)坐標(biāo)平面為()
A.基面B.主切削平面C.正交平面D.假定工作平面
44 .用內(nèi)徑百分表測(cè)量孔徑的方法屬于()。
A相對(duì)測(cè)量B間接測(cè)量
11��、C直接測(cè)量D絕對(duì)測(cè)量
45 .實(shí)現(xiàn)互換性生產(chǎn)的基礎(chǔ)是()�。
A現(xiàn)代化B大量生產(chǎn)C標(biāo)準(zhǔn)化D優(yōu)先數(shù)系
46 .一般標(biāo)準(zhǔn)錐度量規(guī)檢驗(yàn)錐度接觸面要在()以上,而且靠近大端��。
A.30%B.50%C、75%D.90%
47 .工序能力分析常用的工具是()
A繪制直方圖B計(jì)算樣本平均值C計(jì)算樣本標(biāo)準(zhǔn)偏差D工序能力指數(shù)
48 .表面粗糙度是指()��。
A��、表面微觀的幾何形狀誤差B��、表面波紋度
C�、表面宏觀的幾何形狀誤差D、表面形狀誤差
�
51.讀圖并判斷線��、面位置�。
(1) AD線是線
(2)BC線是一一線
(3)平面M是面
(4)平面P是面
(5)平面Q是面
52.圖樣中
12、��,虛線以及各種點(diǎn)畫(huà)線相交時(shí)��,應(yīng)相交于
與虛線��、虛線與點(diǎn)畫(huà)線相接時(shí)應(yīng)留有
54 .平面截切立體所形成的表面交線稱為,兩立體相互貫穿時(shí)的表面交線稱為�。
55 .①50f7代號(hào)中的①50表示,f表示,7表示
f7表木o
56 .常用螺紋連接類(lèi)型主要有:、��、�、緊定螺釘連接四種。
57 .錢(qián)鏈四桿機(jī)構(gòu)的三種基本形式是�、�
和�。
58 .標(biāo)準(zhǔn)直齒圓柱齒輪的正確嚙合條件是:兩齒輪的和要相等��。
59 .液壓傳動(dòng)中��,液壓泵是動(dòng)力元件��,它是將能轉(zhuǎn)變?yōu)槟艿霓D(zhuǎn)換裝置��。
60 .一對(duì)標(biāo)準(zhǔn)直齒圓柱齒輪傳動(dòng)已知:全齒高h(yuǎn)=9mm中心距a=160mm傳動(dòng)比i=1/3,主動(dòng)輪ni=300r/min,試計(jì)算兩
13��、齒輪的齒數(shù)zi=,Z2=,
61 .常用的雙螺母絲桿消除間隙的方法的三種��,即�、和差齒調(diào)隙式。
62 .電動(dòng)四方刀架是經(jīng)濟(jì)數(shù)控車(chē)床普遍采用的一種刀架��,其工作方式為電動(dòng)機(jī)通過(guò)與蝸桿連接�,蝸桿與蝸輪嚙合。
63 .切削深度一般指工件和間的垂直距離�。
64 .車(chē)削是做主運(yùn)動(dòng),為進(jìn)給運(yùn)動(dòng)的切削加工方法�。
65 .低速車(chē)削三角螺紋時(shí)進(jìn)刀方法有�、、三種�。
66 .刃磨高速鋼螺紋車(chē)刀時(shí)��,宜選用F80的砂輪�。
67 .CA6140車(chē)床中溜板絲杠上的刻度盤(pán)分為100格��,每轉(zhuǎn)過(guò)一格��,表示刀架橫向移動(dòng)
mm.
68 .內(nèi)變速齒輪可調(diào)整和��,并將運(yùn)動(dòng)傳到光桿或絲桿��。
69 .車(chē)床上的齒條安裝在下方�,滑
14、板箱內(nèi)的齒輪與之嚙合可實(shí)現(xiàn)進(jìn)給��。
70 .一次裝夾中��,工件在機(jī)床上所占的每個(gè)位置上所完成的那一部分工序稱為��。
71 .常用的測(cè)量器具可分為��、�、和檢驗(yàn)夾具。
72 .根據(jù)零件的功能要求��,可分別給出在、和的
直線度三種類(lèi)型要求�。
73 .判斷控制圖異常的標(biāo)準(zhǔn)有兩條:①點(diǎn)子。②點(diǎn)子��。
74 .測(cè)量長(zhǎng)度可以用�、和來(lái)測(cè)量。
75 .垂直度屬于位置公差中的
,是限制被測(cè)實(shí)際要素對(duì)基準(zhǔn)要素在
的一項(xiàng)指標(biāo)�。
76 .軸徑通常采用、和卡規(guī)等進(jìn)行測(cè)量�。
77 .直方圖的繪制目的是通過(guò)觀察,判斷,預(yù)測(cè)。
78 .測(cè)量技術(shù)包含��、兩個(gè)方面內(nèi)容�。
79 .測(cè)量方法的總誤差包括誤差和誤差。
80
15��、 .數(shù)控技術(shù)是指用�、和組成的數(shù)字指令來(lái)實(shí)現(xiàn)一臺(tái)或多臺(tái)機(jī)械設(shè)備動(dòng)作控制的技術(shù)。
81 .加工中心通常以主軸與工作臺(tái)相對(duì)位置分類(lèi)�,分為、和��。
82 .先進(jìn)制造業(yè)的特點(diǎn)是和�。
83 .我國(guó)最大的集裝箱船的名稱是。
84 .三峽工程建設(shè)期間��,我國(guó)技術(shù)工人成功采用五軸聯(lián)動(dòng)數(shù)控加工技術(shù)制造出,加工精度達(dá)到國(guó)際領(lǐng)先水平,加工效率接近國(guó)際先進(jìn)水平��。
85 .數(shù)控車(chē)床一般有�、�、三種。
86,在標(biāo)準(zhǔn)化生產(chǎn)與規(guī)?;a(chǎn)組織過(guò)程中,數(shù)控質(zhì)量檢驗(yàn)員擔(dān)任著檢測(cè)�、
產(chǎn)品過(guò)程等重要任務(wù)。
三��、補(bǔ)圖補(bǔ)線(本大題共6小題�,每小題12分,共72分)
87.補(bǔ)畫(huà)俯視圖
88.補(bǔ)畫(huà)主視圖
90.補(bǔ)畫(huà)視圖中的缺線
16��、
91.完成全剖主視圖��。
92.完成指定位置斷面圖(鍵槽深度為 3.5mm,小孔為通孔)
機(jī)加工��。試寫(xiě)出熱處理的名稱及作用�。 (6分)
四、分析��、計(jì)算題(本大題共 4小題��,共25分)
93. 如圖所示輪系中,已知 Zi=36, Z2=30 , Z3=25 , Z4=40 , Z5=20 , Z6=80 , Z7=2 ,
Z8= 60 ,帶輪D=12
17�、0mm ,若Zi=1450r/min ,求重物G每分鐘移動(dòng)速度,并根據(jù)圖示
96 .讀千分尺和游標(biāo)卡尺
(1)讀千分尺值(2分��,每題1分)
ni的轉(zhuǎn)向判別上升或下降��。(10分)
(2)下圖是用游標(biāo)卡尺測(cè)長(zhǎng)度時(shí)��,游標(biāo)尺和主尺位置圖�,右圖是左圖的放大圖(放
大快對(duì)齊的那一部分)請(qǐng)你根據(jù)圖中所示,寫(xiě)出測(cè)量結(jié)果( 1分)
I 2 ? 4 5 6Tg 2 3
lillllilliiilliiiihiiiliiii iiiiliiiihiii iiiiliiiiliiiihiiiliiiihiiilii ? i i i i i i i | i i
叫 「川「lllpii 甲叩叩iii]
18�、 n-~i_1 _I~\ f_r~r~r~r~r~
0 : 2 3 i 1 J i E 9 0 3 4 5
94.現(xiàn)有T12鋼制造的絲錐。加工工藝路線為軋制---熱處理1---機(jī)加工---熱處理2---
95.有一批孔類(lèi)零件��,孔徑要求①50mn±0.025mm,經(jīng)檢測(cè)��、統(tǒng)計(jì)發(fā)現(xiàn)該批零件的內(nèi)孔標(biāo)
準(zhǔn)差為0.005mm,假設(shè)零件的公差分布中心與質(zhì)量特性值分布中心重合�,試計(jì)算其工序
能力指數(shù),并判斷工序能力��。(6分)
五��、識(shí)讀零件圖�,回答下列問(wèn)題。 (本大題共5小題��,每空格1分,共20分)
(1)該零件的名稱是,制造材料是,采用的比例是�。
(2)該零件共用了個(gè)圖形來(lái)表達(dá),從表達(dá)方式上看標(biāo)有A-A的圖形是
圖��,B-B字母的圖是圖��,上面標(biāo)有4:1是圖��。
(3)在主視圖中��,左邊兩條虛線表示什么,寬度是,與其右邊相連的圓的直徑是多少��,中間正方形的邊長(zhǎng)是�,中部長(zhǎng)度為40mm的圓柱孔的直徑是�。
(4)在主視圖中,尺寸67和142±0.1屬于哪類(lèi)尺寸,尺寸40和49屬于叫類(lèi)尺寸�。
(5)在主視圖中①所指的曲線是指,②所指的曲線
業(yè)
(6)l?]?!?kl表示被測(cè)要素為
項(xiàng)目為,公差值為。
,基準(zhǔn)要素為
 高職《機(jī)械類(lèi)專(zhuān)業(yè)》 試卷
高職《機(jī)械類(lèi)專(zhuān)業(yè)》 試卷