《機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì).ppt》由會員分享�,可在線閱讀,更多相關(guān)《機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì).ppt(27頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索�。
1、機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì),機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì),課程設(shè)計(jì)的實(shí)質(zhì)把零件圖變?yōu)楫a(chǎn)品的加工過程的一次模擬實(shí)訓(xùn)�。,一、設(shè)計(jì)目的,機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)在學(xué)完機(jī)械制造技術(shù)基礎(chǔ)課之后的一個綜合性和實(shí)踐性很強(qiáng)的教學(xué)環(huán)節(jié)�。課程設(shè)計(jì)是綜合運(yùn)用機(jī)械制造技術(shù)基礎(chǔ)及有關(guān)課程內(nèi)容,分析和解決實(shí)際工程問題的一個重要教學(xué)環(huán)節(jié)�。 1、通過課程設(shè)計(jì)培養(yǎng)學(xué)生制定零件機(jī)械加工工藝規(guī)程和分析�、解決工藝問題的能力。 2�、通過課程設(shè)計(jì)培養(yǎng)學(xué)生運(yùn)用知識的能力。在設(shè)計(jì)過程中�,熟悉有關(guān)標(biāo)準(zhǔn)和設(shè)計(jì)資料,學(xué)會使用有關(guān)手冊和數(shù)據(jù)庫�。通過查閱相關(guān)手冊�,掌握獲取工程數(shù)據(jù)的方法,提高同學(xué)們收集信息�、對信息進(jìn)行價值判斷、信息整理�、信息加工的能力�; 3
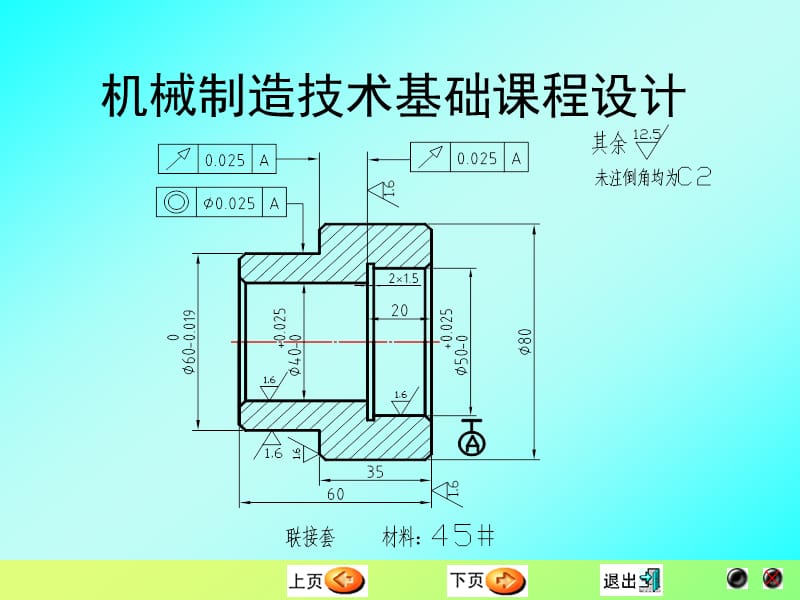
2�、、通過課程設(shè)計(jì)培養(yǎng)學(xué)生技術(shù)文件整理�、編作及組織編排的能力;為將來撰寫專業(yè)技術(shù)和科研論文奠定基礎(chǔ)�。 4、通過課程設(shè)計(jì)使學(xué)生樹立正確的設(shè)計(jì)理念�。培養(yǎng)學(xué)生在機(jī)械加工中對產(chǎn)品質(zhì)量、生產(chǎn)率和經(jīng)濟(jì)性進(jìn)行綜合分析的能力�; 機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)是作為未來從事機(jī)械制造技術(shù)工作的一次基本訓(xùn)練。,二�、設(shè)計(jì)題目,設(shè)計(jì)xx零件中批或大批生產(chǎn)的機(jī)械加工工藝規(guī)程。,P3,零件圖P102,三�、設(shè)計(jì)應(yīng)完成的內(nèi)容,1)制定指定零件的機(jī)械加工工藝規(guī)程,編制機(jī)械加工工藝過程卡片�,選擇所用機(jī)床、夾具�、刀具、量具�、輔具; 2)對所制定的工藝進(jìn)行必要的分析論證和計(jì)算�; 3)確定毛坯制造方法及主要表面的總余量; 4)確定工序的工序尺寸�、
3、公差和技術(shù)要求�; 5)對主要工序進(jìn)行工序設(shè)計(jì)�,編制機(jī)械加工工序卡片�,畫出的工序簡圖,選擇切削用量�; 6)編寫設(shè)計(jì)說明書。,四�、課程設(shè)計(jì)工作量,1、完成零件毛坯圖一張�, A3。2�、完成工藝過程卡片一套, A4 �。 3、完成工序卡片四張�,A4。(每人四個工序)4�、完成設(shè)計(jì)說明書的編寫,一份(字?jǐn)?shù)不限)�。A4。5�、零件圖一張, A3 �。,圖紙和卡片為打印版,每組交一分完整的電子版�。設(shè)計(jì)說明書要求為手寫版�。,1�、設(shè)計(jì)準(zhǔn)備 0.5天2�、機(jī)械加工工藝規(guī)程設(shè)計(jì) 2天3、機(jī)械加工工序設(shè)計(jì) 2天4�、填寫工藝過程卡片和工序卡片 1.5天5、編寫設(shè)計(jì)說明書 1天6�、整理設(shè)計(jì)資料 0.5天,五、設(shè)計(jì)時間安排,工作態(tài)度
4�、; 圖面質(zhì)量�; 設(shè)計(jì)說明書質(zhì)量。,六�、成績評定方法優(yōu)秀、良好�、中、及格�、不及格,七、課程設(shè)計(jì)的步驟,1�、零件分析。 從零件圖入手�,分析零件的功用,零件的結(jié)構(gòu)工藝性分析�。對技術(shù)要求的分析。如形位公差�、尺寸精度、表面粗糙度。 2�、毛坯設(shè)計(jì) 確定毛坯的材料及獲得方法,根據(jù)有關(guān)手冊確定毛坯尺寸�。畫毛坯圖A4一張。,1�、毛坯尺寸確定P172、毛坯圖的畫法P19,3�、設(shè)計(jì)機(jī)械加工工藝規(guī)程 (1)粗基準(zhǔn)的選擇、精基準(zhǔn)的選擇�。定位的方法。 P19 P20 (2)制定工藝路線�。先擬定二條工藝路線,然后比較�、分析、修正�,選擇一個較好的方案。(根據(jù)生產(chǎn)綱領(lǐng)�,應(yīng)考慮工序集中與分散,根據(jù)零件圖的技術(shù)要求應(yīng)考慮粗�、半精、
5�、精、光整四個加工階段)�。注意熱處理等輔助工序的安插問題。 (3)選擇機(jī)械加工所用機(jī)床�、夾具�、刀具�、量具、輔具�。,粗�、精基準(zhǔn)選擇的幾個原則,工序集中與工序分散的特點(diǎn)與應(yīng)用場合。,予備熱處理�、最終熱處理、時效處理�、表面處理、去毛刺�、清洗等。,機(jī)械加工工藝規(guī)程設(shè)計(jì)內(nèi)容�,就是工藝過程卡片中的內(nèi)容。,4�、設(shè)計(jì)機(jī)械加工工序 (1)工序尺寸的確定。 基準(zhǔn)重合時�,查表確定加工余量,用“入體原則”確定工序尺寸和公差�。基準(zhǔn)不重合時�,采用工藝尺寸鏈計(jì)算工序尺寸。 (2)切削用量的確定�。 從刀具耐用度角度考慮,先選擇背吃刀量ap�,其次選擇進(jìn)給量f,然后再選擇切削速度v。 根據(jù)切削速度及工件尺寸�,計(jì)算主軸轉(zhuǎn)速n。公式P
6�、48 粗加工盡可能一次切除加工余量。但要考慮機(jī)床的功率�。 半精加工要考慮走刀的次數(shù)。 精加工一次切除�。 (3)時間定額計(jì)算。P50,先粗后精先面后孔先主后次,切削用量的選擇P141表5-575-84,5�、填寫工藝文件 (1)工藝過程卡片一套(每組成員是相同的)。 (2)工序卡片(每人四個工序�,四張工序卡片。組中成員可能有些重復(fù))�。 6、編寫計(jì)算說明書�。 (1)設(shè)計(jì)說明書封面要統(tǒng)一。 (2)設(shè)計(jì)說明書可分欄書寫�,左邊寬欄寫正文,右邊窄欄寫結(jié)論或資料索引�。說明書字?jǐn)?shù)不限。 (3)設(shè)計(jì)說明書裝訂順序�。 A、封面 B�、摘要 C、序言 D�、目錄 E�、正文 F�、總結(jié) G、參考文獻(xiàn),工序圖的畫法P40�,本工
7、序要加工的是粗實(shí)線余為細(xì)實(shí)線�。,一、零件分析二�、毛坯設(shè)計(jì)三�、工藝規(guī)程設(shè)計(jì)四、工序設(shè)計(jì)五�、確定切削用 .,八、課程設(shè)計(jì)參考資料 (1)柯建宏機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)華中科技大學(xué)出版社�,2008 (2)盧秉恒機(jī)械制造技術(shù)基礎(chǔ)機(jī)械工業(yè)出版社,2007 (3)趙家齊機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo)書機(jī)械工業(yè)出版社�,1996 (4)李益民機(jī)械制造工藝設(shè)計(jì)簡明手冊機(jī)械工業(yè)出版社,1994 (5)艾 興切削用量簡明手冊機(jī)械工業(yè)出版社�,1994 (6)夏祖印機(jī)械加工實(shí)用手冊安徽科學(xué)技術(shù)出版社,2008 (7)李洪主機(jī)械加工工藝手冊北京出版社�,1990 (8)孟少農(nóng)機(jī)械加工工藝手冊機(jī)械工業(yè)出版社,1991,一�、選擇題
8、(每題只有一個正確答案�,120每小題1分,2125每小題2分 共30分),二�、是非題(每小題1分�,共10分�,對 錯 ),三、分析題(10分),四�、計(jì)算題(第1題15分,第2題10分 共25分),五�、作圖題(10分),六、工藝題(15分),第一章 05-10% 第二章 15-15% 第三章 05-10% 第四章 10-15% 第五章 25-30%第六章 25-30%,期末考試題型及分值分布,作圖題(10分),分析題(10分),工藝題(15分),計(jì)算題(第1題15分�,第2題10分 共25分),在六角自動車床上加工一批 mm圓柱滾子,用抽樣檢驗(yàn)并計(jì)算得到全部工件的平均尺寸為17.979mm�,均方根偏差為0.04mm,求尺寸分散范圍與廢品率�。,考試時,計(jì)算出來的值如表中沒有�,靠大選,計(jì)算題(第1題15分),如圖所示工件,保證尺寸60.1�,因這尺寸不便直接測量,試重新標(biāo)出測量尺寸及其公差�。,計(jì)算題(第2題10分 ),例題 圖示軸套,已加工好內(nèi)孔外圓和面�,現(xiàn)要銑出右端槽,求試切調(diào)刀時尺寸H�、A及偏差。,以中心線定位,以下母線定位,圖示�,已加工好內(nèi)外圓和面A、B�、D�,現(xiàn)后續(xù)加工工藝如下: (1)以A定位鉆5孔求工序尺寸及偏差�。 (2)以A定位精車C面 ,求工序尺寸及偏差�。,
 機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì).ppt
機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì).ppt