《關(guān)于PE電熔管件運(yùn)營(yíng)中異常原因總結(jié)》由會(huì)員分享�,可在線閱讀�,更多相關(guān)《關(guān)于PE電熔管件運(yùn)營(yíng)中異常原因總結(jié)(16頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、關(guān)于PE電熔管件運(yùn)營(yíng)中異常原因總結(jié)
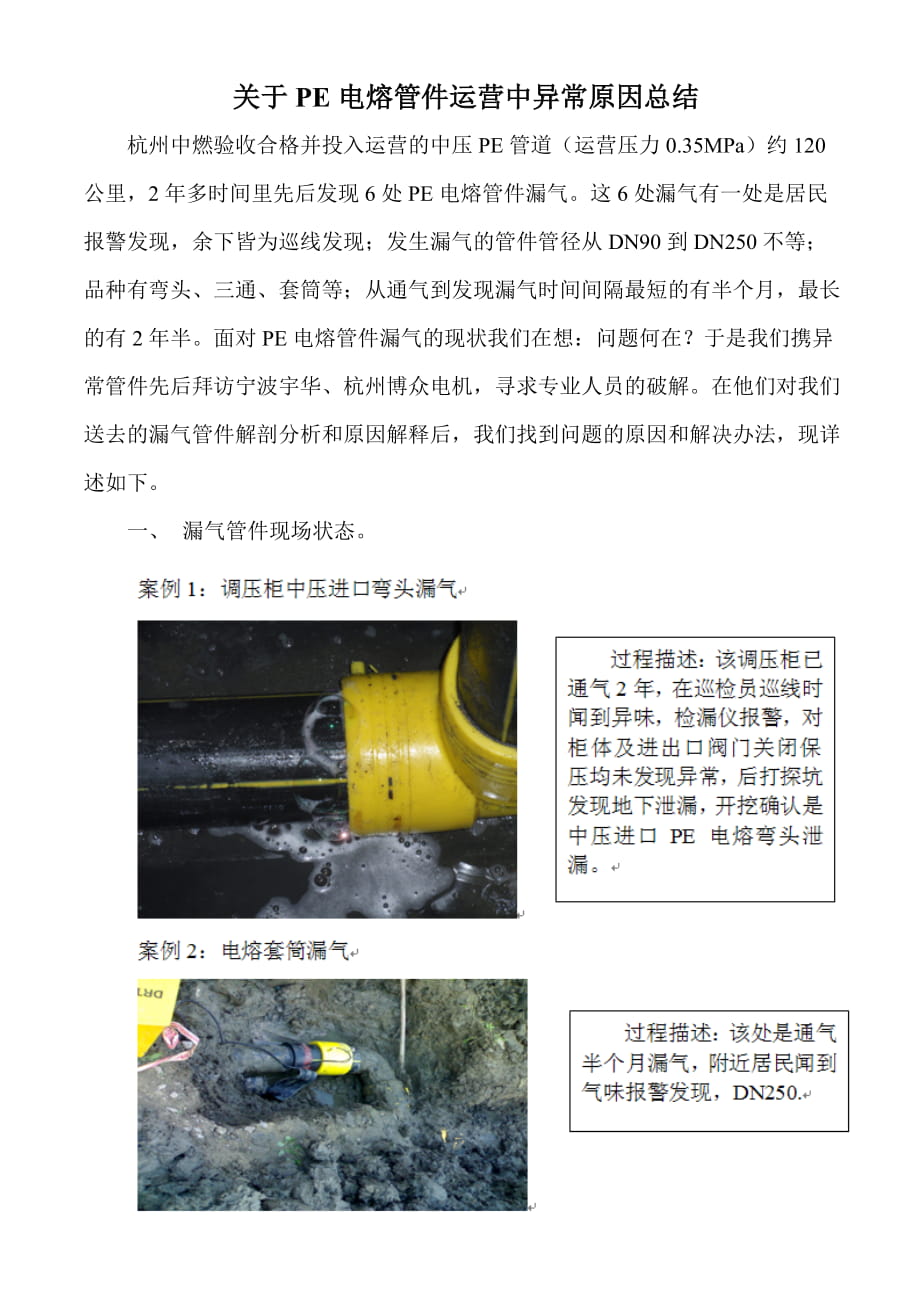
杭州中燃驗(yàn)收合格并投入運(yùn)營(yíng)的中壓PE管道(運(yùn)營(yíng)壓力0.35MPa)約120公里,2年多時(shí)間里先后發(fā)現(xiàn)6處PE電熔管件漏氣�。這6處漏氣有一處是居民報(bào)警發(fā)現(xiàn),余下皆為巡線發(fā)現(xiàn)�;發(fā)生漏氣的管件管徑從DN90到DN250不等;品種有彎頭�、三通、套筒等�;從通氣到發(fā)現(xiàn)漏氣時(shí)間間隔最短的有半個(gè)月,最長(zhǎng)的有2年半�。面對(duì)PE電熔管件漏氣的現(xiàn)狀我們?cè)谙耄簡(jiǎn)栴}何在?于是我們攜異常管件先后拜訪寧波宇華�、杭州博眾電機(jī),尋求專業(yè)人員的破解�。在他們對(duì)我們送去的漏氣管件解剖分析和原因解釋后,我們找到問題的原因和解決辦法�,現(xiàn)詳述如下。
一、 漏氣管件現(xiàn)場(chǎng)狀態(tài)�。
三、 異常管
2�、件的解剖。
1�、異常管件彎頭的解剖
2、異常電熔套筒的解剖
(1) 電阻絲溢出�;根部沒有插到底部;
(2) 空洞�;且電阻絲稀疏;局部高溫PE料氣化后冷卻形成�;
(3) 一根電阻絲溢出;一根電阻絲根部有小的空洞�;且空洞是環(huán)形貫穿形成漏氣通道;
(4) 從紅色標(biāo)識(shí)線可以看出安裝有問題�,沒有軸對(duì)中,有明顯的傾斜�;
附:由于沒有按照標(biāo)準(zhǔn)實(shí)施PE電熔管件施工,如沒有軸對(duì)中�、沒有刮凈氧化皮、熔接冷卻時(shí)間不夠等原因?qū)е码娙酆附尤毕?,這些缺陷在短時(shí)間內(nèi)不能暴露,有沒有有效檢測(cè)手段�,當(dāng)路面沉降、調(diào)壓柜基礎(chǔ)沉降時(shí)內(nèi)應(yīng)力導(dǎo)致缺陷會(huì)暴露
3�、出現(xiàn)漏氣�,這種漏氣危害極大�,極易引發(fā)惡性事故。
四�、 解決辦法
1、 解決不能軸對(duì)中的方法:使用專用夾具:(90/32�;250/110)
上圖中的兩個(gè)夾具可用于PE電熔管件焊接時(shí)的軸對(duì)中輔助工具;一般超過250的管件不需要夾具輔助�,原因是焊接時(shí)間長(zhǎng)基本可滿足要求,除非特別偏�。目前杭州中燃已實(shí)施采購(gòu)
2、解決虛焊方法之一:焊接前必須將被焊接管材外壁的氧化層刮干凈�;否則�,宜出現(xiàn)焊接不牢現(xiàn)象;因?yàn)檠趸瘜尤廴诘臏囟纫笙鄬?duì)較高�,且不宜與PE熔融料融合,所以要格外小心�,特別是小口徑管件,對(duì)小口徑管件�,規(guī)定的加熱時(shí)間相對(duì)較短,電阻絲在短時(shí)間內(nèi)釋放的熱量少�,在氧化層沒有刮干凈前提下易發(fā)生虛焊;可
4�、能在打壓的過程是合格的,但由于回填土的壓力�、路面震動(dòng)、不均與沉降等原因,虛焊處極易脫落在運(yùn)營(yíng)中發(fā)生泄漏�,引發(fā)事故。刮凈的標(biāo)準(zhǔn)以焊接段的黃色標(biāo)識(shí)刮凈�。
3、解決虛焊方法二:電熔焊機(jī)檢查輸出電壓�,規(guī)范要求輸出電壓在39.5v0.5V,如果輸出電壓低于39V,電阻絲在規(guī)定時(shí)間內(nèi)的發(fā)熱量少,連接部位的PE材料不能有效充分熔融�,宜出現(xiàn)虛焊。
4�、解決內(nèi)部孔洞方法之一:控制輸出電壓不能高于40V和按說(shuō)明書要求實(shí)施焊接時(shí)間控制,上述兩點(diǎn)的失控均可產(chǎn)生電阻絲過熱�,當(dāng)溫度超過240℃時(shí),PE材料將發(fā)生氣化�,形成內(nèi)部空腔,冷卻后形成孔洞�。
5、解決內(nèi)部孔洞方法之二:安裝對(duì)接時(shí)確保軸對(duì)中�,如果傾斜角度大,
5�、則存在內(nèi)應(yīng)力,在電熔焊接時(shí)�,熔融的PE材料會(huì)因?yàn)閮?nèi)應(yīng)力和間隙不勻而流動(dòng),流向有間隙較大的部位�,熔融的PE料會(huì)帶動(dòng)電阻絲滑動(dòng),有的部位電阻絲會(huì)搭接在一起�,有的分散嚴(yán)重�,分散嚴(yán)重部位局部過熱�,形成氣化空間。
6�、注意冷卻時(shí)不能有水
其他注意事項(xiàng)如定期對(duì)電熔焊機(jī)的輸出電壓進(jìn)行標(biāo)定,電源線的長(zhǎng)度規(guī)格�、不同管件配不同功率焊機(jī)等在下面的總結(jié)里均有相應(yīng)解釋。另上述分析可能有偏跛�,如有異議請(qǐng)及時(shí)溝通修訂。
以下是我們針對(duì)異常焊接整理制定的內(nèi)部標(biāo)準(zhǔn)
對(duì)于PE電熔焊機(jī)幾個(gè)問題解釋
一�、焊機(jī)為什么會(huì)保護(hù)(爆保險(xiǎn)絲)?
1) 現(xiàn)在使用的電熔焊機(jī)為2KW�,而2KW焊機(jī)最大能焊接管件為160,有時(shí)
6�、搶修時(shí)的管件遠(yuǎn)大于目前焊機(jī)的最大焊接能力,使之引起過電流保護(hù)�。
2) 焊接頭接觸不良引起瞬時(shí)電流波動(dòng)�。
3) 焊機(jī)本身內(nèi)部故障。
二�、為什么現(xiàn)在有時(shí)焊接小管件也會(huì)保護(hù),或者是焊接第一次正常第二次就會(huì)爆保險(xiǎn)絲�?
對(duì)于目前使用的焊機(jī),最小保險(xiǎn)絲額定電流為20A�。而現(xiàn)使用的保險(xiǎn)絲電流為10A,所以對(duì)于一些小管件因保險(xiǎn)絲匹配不符有時(shí)也就會(huì)保護(hù)(熔斷)�。
三�、焊接時(shí)輸出電壓由哪些因素造成不正常�?
1) 焊機(jī)焊接時(shí)的輸入電壓,如電壓過低�,焊接頭的端電壓也隨之降低。
2) 焊機(jī)電源線不易過長(zhǎng)�,否則引起壓降,導(dǎo)致虛焊�。
3) 如電壓正常,焊接時(shí)接頭輸出電壓仍然過低�,說(shuō)明焊機(jī)本身有故障。
四�、
7、電熔焊機(jī)電源線長(zhǎng)度宜為多少合適�?
如采用四平米電源線應(yīng)控制在50米以內(nèi),采用六平米電源線應(yīng)控制在100米以內(nèi)為宜�,當(dāng)然越短越好,減少電壓損耗�。
五、電熔焊機(jī)進(jìn)口電壓波動(dòng)范圍為多少�?
電熔焊機(jī)進(jìn)口電壓控制在180V—260V都可以正常使用,保證質(zhì)量�。
六、電熔焊機(jī)的工作環(huán)境溫度為多少�?
電熔焊機(jī)工作溫度范圍為—10gcf至+40℃。特別需要注意的是焊機(jī)應(yīng)當(dāng)與被焊接的管件處于同一工作溫度環(huán)境�。
七�、我國(guó)對(duì)電熔焊機(jī)的檢定周期是怎么規(guī)定的�?
TSG D2001-2005第二十四條:除國(guó)家計(jì)量法有關(guān)規(guī)定外,焊接機(jī)具在完成2000個(gè)焊口�、但最長(zhǎng)不超過12個(gè)月,必須進(jìn)行校準(zhǔn)和檢定
8�、,保存相應(yīng)記錄�,確保焊接機(jī)具經(jīng)常處于良好的工作狀態(tài)。
八�、電熔焊機(jī)使用基本要求:
(一)焊接區(qū)域內(nèi)應(yīng)當(dāng)防范不良的氣候影響,風(fēng)雨天氣和在零度以下進(jìn)行焊接時(shí)�,必須采取適當(dāng)?shù)谋Wo(hù)措施,以保證需要焊接的焊接面有足夠的溫度�;
(二)與焊接面接觸的所有物品必須清潔,焊接面在焊接前必須清潔和干燥�,需要焊接的部位不能有損傷破壞、雜質(zhì)�、污垢(如:污物、油脂�、切屑等)�;
(三)確保焊接過程的連續(xù)性,焊接完成后應(yīng)當(dāng)進(jìn)行充分的自然冷卻�,以消除其內(nèi)應(yīng)力;
(四)對(duì)于dn≤63mm或壁厚e<6mm的管道元件不允許使用熱熔對(duì)接的焊接方法�;
(五)不同SDR系列的管道元件互焊時(shí)�,推薦采用電熔連接或采用適當(dāng)?shù)募庸し?/p>
9�、法使焊接處壁厚相同;
(六)焊接時(shí)每一個(gè)焊口應(yīng)當(dāng)有詳細(xì)的焊接原始記錄�,焊接原始記錄至少應(yīng)當(dāng)包括天氣情況、環(huán)境溫度�、焊工代碼、焊口編號(hào)�、管道規(guī)格類型、焊接壓力�、拖動(dòng)壓力、增壓時(shí)間�、加熱板溫度、切換時(shí)間�、吸熱時(shí)間、冷卻時(shí)間等�。
九、電熔焊接的操作步驟:
(一)焊接前準(zhǔn)備
1.測(cè)量電源電壓�,確認(rèn)焊機(jī)工作時(shí)的電壓符合要求。
2.清潔電源輸出接頭�,保證良好的導(dǎo)電性。
(二)管材截取
管材的端面應(yīng)垂直軸線�,其誤差 < 5mm。
(三)焊接面清理
測(cè)量電熔管材的長(zhǎng)度或者中心線�,在焊接的管材表面上劃線標(biāo)識(shí)(見圖5),將劃線區(qū)域內(nèi)的焊接面刮削0.1~0.2mm厚�,以去除氧化層�。
(四)管材與
10�、管件承插
在管材上重新劃線,位置距端面為1/2管件長(zhǎng)度�。將清潔的電熔管件與需要焊接的管材承插,保持管件外側(cè)邊緣與標(biāo)記線平齊�。安裝電熔夾具,不得使電熔管件承受外力�,管材與管件的不同軸度應(yīng)當(dāng)小于2%。
(五)輸出接頭連接
焊機(jī)輸出端與管件接線柱牢固連接�,不得虛接。
(六)焊接模式設(shè)定
按焊機(jī)說(shuō)明書要求�,將焊機(jī)調(diào)整到“自動(dòng)”或“手動(dòng)”模式。
(七)焊接數(shù)據(jù)的輸入
按自動(dòng)或者手動(dòng)方式輸入焊接數(shù)據(jù)�。
(八)焊接
1.啟動(dòng)焊接開關(guān),開始計(jì)時(shí)�;
2.手動(dòng)模式下焊接參數(shù)應(yīng)當(dāng)按管件產(chǎn)品說(shuō)明書確定。
(九)自然冷卻:冷卻時(shí)間應(yīng)當(dāng)按管件產(chǎn)品說(shuō)明書確定�,冷卻過程中不得向焊接件施加任何外力,完
11�、成冷卻后,拆卸夾具�。
以下是對(duì)我們使用的電熔焊機(jī)的檢測(cè)結(jié)果
電熔焊機(jī)測(cè)試報(bào)告
為盡快確認(rèn)施工現(xiàn)場(chǎng)的電熔焊機(jī)是否滿足要求,2011-05-13特邀請(qǐng)電熔焊機(jī)廠方攜帶儀器對(duì)現(xiàn)場(chǎng)使用的電熔焊機(jī)進(jìn)行測(cè)試�,并與先前用“普通萬(wàn)用表”測(cè)試的數(shù)據(jù)進(jìn)行了比對(duì)�。本次測(cè)試分別對(duì)江蘇省安�、江蘇安順�、江蘇天力、宜賓新添�、浙江諸安、泰興機(jī)電六家工藝安裝單位及生產(chǎn)運(yùn)營(yíng)搶險(xiǎn)用電熔焊機(jī)進(jìn)行了測(cè)試了�。
測(cè)試數(shù)據(jù)分別為:
生產(chǎn)部搶險(xiǎn)用電熔焊機(jī): 生產(chǎn)企業(yè):杭州博眾機(jī)電, 測(cè)試電壓:40.697V
江蘇省安電熔焊機(jī): 生產(chǎn)企業(yè):杭州博眾機(jī)電�, 輸出電壓測(cè)試為:39.369V(左手側(cè)為真有效值萬(wàn)用表顯示
12、讀數(shù):39.369V�,右手側(cè)為普通萬(wàn)用表顯示讀書:28.7V)
江蘇安順電熔焊機(jī): 生產(chǎn)企業(yè):杭州永通電子, 輸出電壓測(cè)試為:39.433V(左手側(cè)為真有效值萬(wàn)用表顯示讀數(shù):39.433V�,右手側(cè)為普通萬(wàn)用表顯示讀書33.8V)
江蘇天力電熔焊機(jī): 生產(chǎn)企業(yè):杭州永通電子, 輸出電壓測(cè)試為:38.842V
宜賓新添電熔焊機(jī): 生產(chǎn)企業(yè):杭州博眾電子技術(shù)有限公司�, 輸出電壓測(cè)試為:39.404V
浙江諸安電熔焊機(jī): 生產(chǎn)企業(yè):杭州苒茵之科技有限公司, 輸出電壓測(cè)試為:39.212V
泰興機(jī)電電熔焊機(jī)1:
13�、 生產(chǎn)企業(yè):上海亞大, 輸出電壓測(cè)試為:39.212V(左手側(cè)為真有效值萬(wàn)用表顯示讀數(shù):39.369V�,右手側(cè)為普通萬(wàn)用表交流檔顯示讀書:83.1V,直流檔44.5V)
泰興機(jī)電電熔焊機(jī)2: 生產(chǎn)企業(yè):杭州先創(chuàng)電子技術(shù)有限公司�, 輸出電壓測(cè)試為:39.511V
經(jīng)現(xiàn)場(chǎng)測(cè)試,可以得出以下結(jié)論和建議:
一�、 各施工單位電熔焊機(jī)除江蘇天力輸出電壓38.842略低于標(biāo)準(zhǔn)值(39.5V0.5V)外,其余焊機(jī)均在正常輸出范圍�,可以正常使用。
二、 目前在使用的電熔焊機(jī)均能在輸入電壓發(fā)生變化時(shí)(170V-250V)�,對(duì)輸出電壓作出調(diào)整,使其輸出始終穩(wěn)定于(39.5V0.5V)�,但
14、反應(yīng)的速度有差異�。建議在各產(chǎn)品前加設(shè)穩(wěn)壓器以使輸入電壓始終保持穩(wěn)定。其中杭州永通產(chǎn)電熔焊機(jī)在出入偏低時(shí)�,反應(yīng)略差;杭州博眾電子技術(shù)有限公司生產(chǎn)的電熔焊機(jī)反應(yīng)略強(qiáng)�。
三、 生產(chǎn)部搶險(xiǎn)用杭州博眾機(jī)電電熔焊機(jī)和泰興機(jī)電先創(chuàng)電熔焊機(jī)�,僅對(duì)dn110以下適用,對(duì) dn110以上管徑�,不推薦使用,容易自動(dòng)切斷或有輸出偏低的現(xiàn)象�。泰興機(jī)電亞大電熔焊機(jī)對(duì)dn110以下管徑輸出電壓偏高,容易造成過焊�。
四、 目前工程材料在采購(gòu)中有一批如下圖所示配件�,生產(chǎn)方為“DAEYOUN”,與宇華�、星河等國(guó)內(nèi)一批常用配件標(biāo)準(zhǔn)有差異,其輸出電壓要求是40V�,而非常用標(biāo)準(zhǔn)39.5V,當(dāng)前焊機(jī)在使用前,均應(yīng)對(duì)輸入?yún)?shù)作調(diào)整�,將有39.5V改為40V,此點(diǎn)須引起重視�。
五�、對(duì)電熔焊機(jī)應(yīng)保持每年檢測(cè)和標(biāo)定一次。
 關(guān)于PE電熔管件運(yùn)營(yíng)中異常原因總結(jié)
關(guān)于PE電熔管件運(yùn)營(yíng)中異常原因總結(jié)