《加工工藝分析機(jī)械制造例題專題解析 教學(xué)課件PPT》由會(huì)員分享���,可在線閱讀,更多相關(guān)《加工工藝分析機(jī)械制造例題專題解析 教學(xué)課件PPT(17頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
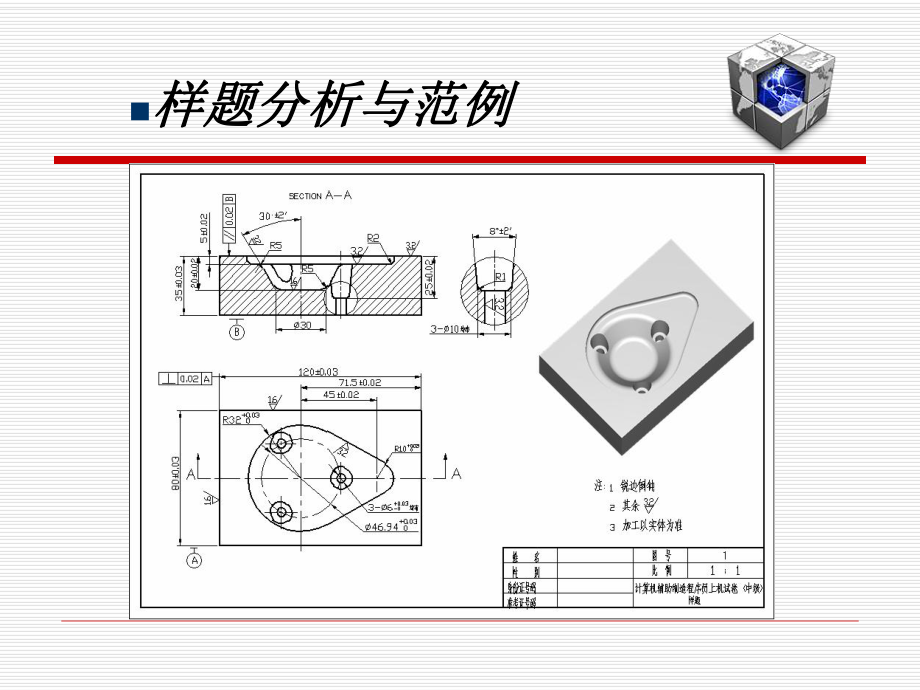
1、n樣題分析與范例樣題分析與范例 一���、加工工藝分析一���、加工工藝分析 1 1、裝夾方式���、裝夾方式 采用平口鉗裝夾采用平口鉗裝夾 �����,但裝夾時(shí)要注意將墊��,但裝夾時(shí)要注意將墊鐵鐵避開(kāi)避開(kāi)3 3個(gè)通孔位置個(gè)通孔位置����。2、加工順序安排加工順序安排中心鉆孔定位中心鉆孔定位預(yù)鉆預(yù)鉆66孔孔擴(kuò)孔(絞孔)擴(kuò)孔(絞孔)鉆下刀鉆下刀孔孔整體開(kāi)粗整體開(kāi)粗精加工型腔精加工型腔精加工斜孔內(nèi)側(cè)面�����。精加工斜孔內(nèi)側(cè)面����。1號(hào)刀號(hào)刀為為3mm中心鉆中心鉆,用于���,用于孔的定位孔的定位��;2號(hào)刀號(hào)刀為為5.8mm鉆頭鉆頭����,用于����,用于預(yù)鉆預(yù)鉆6孔孔����;3號(hào)刀號(hào)刀為為6mm鉆頭(絞刀)鉆頭(絞刀),用于��,用于擴(kuò)(絞)擴(kuò)(絞)6孔孔;4號(hào)刀號(hào)刀為為
2����、10mm鉆頭鉆頭,用于����,用于鉆下刀孔鉆下刀孔;5號(hào)刀號(hào)刀為為16R1圓刀圓刀(合金刀)���,用于(合金刀)����,用于粗加工及精加工粗加工及精加工�����;6號(hào)刀號(hào)刀為為6mm平底立銑刀平底立銑刀���,用于����,用于精加工斜孔內(nèi)側(cè)面精加工斜孔內(nèi)側(cè)面 3����、刀具選擇刀具選擇4�����、粗加工工藝����、粗加工工藝2)加工方式選擇:)加工方式選擇: 曲面挖槽曲面挖槽1)下刀方式選擇:)下刀方式選擇:a�����、螺旋下刀���;���、螺旋下刀;b���、鉆下刀孔,然后指定下刀點(diǎn)����。���、鉆下刀孔,然后指定下刀點(diǎn)���。1�����、Z-5平面:平面:采用輪廓銑削或二維挖槽方式采用輪廓銑削或二維挖槽方式5����、精加工工藝精加工工藝2����、Z0至至Z-5、Z-5至至Z-20側(cè)面及孔內(nèi)側(cè):側(cè)面及孔內(nèi)
3��、側(cè):采用曲采用曲面流線精加工方式或面流線精加工方式或2d掃描加工方式掃描加工方式特特 點(diǎn):點(diǎn):刀具路徑在空間刀具路徑在空間3d距離相等��,因而光潔距離相等�,因而光潔度較等高加工要好度較等高加工要好關(guān)鍵詞:關(guān)鍵詞:曲面流線曲面流線條條 件:件:排列整齊的規(guī)整的曲面排列整齊的規(guī)整的曲面二、程序編制過(guò)程二�����、程序編制過(guò)程1、通用文檔的轉(zhuǎn)入���、通用文檔的轉(zhuǎn)入 o要求:要求:能按提供的通用文檔熟練����、正確轉(zhuǎn)入�。能按提供的通用文檔熟練、正確轉(zhuǎn)入����。要求掌握的通用格式文檔:要求掌握的通用格式文檔:iges、parasld���、dwg����、dxf等����。等。 注意從提供的文檔的后綴名判斷該用何種格注意從提供的文檔的后綴名判斷該用何
4����、種格式轉(zhuǎn)入,式轉(zhuǎn)入���,如如xx.igs����、xx.x_t���、xx.dwg�、xx.dxf等����。等。Main Menu(主菜單主菜單) File(文檔)(文檔)Converters(文檔轉(zhuǎn)換)(文檔轉(zhuǎn)換)IGES(IGES)Read File(讀?�。ㄗx?。?菜單選擇菜單選擇 :建立加工坐標(biāo)系的方法:建立加工坐標(biāo)系的方法:2、加工坐標(biāo)系的建立���、加工坐標(biāo)系的建立1����、利用作相關(guān)輔助線(如邊界盒、邊界線等)����、利用作相關(guān)輔助線(如邊界盒、邊界線等)后平移����、旋轉(zhuǎn)等方法,將加工坐標(biāo)系放置在指定后平移���、旋轉(zhuǎn)等方法���,將加工坐標(biāo)系放置在指定位置位置2、在不移動(dòng)圖形的情況下���,通過(guò)設(shè)置�、在不移動(dòng)圖形的情況下����,通過(guò)設(shè)置Tplane
5、(刀具面)(刀具面)的方法直接定義加工原點(diǎn)����。的方法直接定義加工原點(diǎn)�。 為保證孔公差要求���,一般可采用先鉆底孔��、為保證孔公差要求,一般可采用先鉆底孔�����、再擴(kuò)(或絞)孔的方式進(jìn)行加工再擴(kuò)(或絞)孔的方式進(jìn)行加工 3����、鉆孔程序編制、鉆孔程序編制鉆孔程序的簡(jiǎn)化:鉆孔程序的簡(jiǎn)化:A����、復(fù)制刀具路徑,修改參數(shù)��、復(fù)制刀具路徑��,修改參數(shù)B�����、實(shí)體鉆孔、實(shí)體鉆孔4����、粗加工程序編制、粗加工程序編制A����、粗加工方式:、粗加工方式:挖槽挖槽B����、刀具選擇:、刀具選擇:16(R1)圓鼻刀)圓鼻刀 C����、加工余量:、加工余量:0.15mm/s D���、下刀方式:����、下刀方式:螺旋下刀螺旋下刀 E��、每刀切深:�����、每刀切深:0.5mm F5、精加
6����、工程序編制、精加工程序編制A��、精加工方式:���、精加工方式:平面采用平面采用輪廓銑削輪廓銑削方式,側(cè)面采用方式���,側(cè)面采用 曲面流線曲面流線或或2d掃描加工掃描加工方式方式B����、刀具選擇:���、刀具選擇:16(R1)圓鼻刀)圓鼻刀 ���、 6四刃立銑刀四刃立銑刀C、加工余量:���、加工余量:0 要點(diǎn):要點(diǎn):a��、曲面的恢復(fù)完整���、曲面的恢復(fù)完整 �; b���、曲面流線參數(shù)設(shè)置����。��、曲面流線參數(shù)設(shè)置����。精加工刀具路徑精加工刀具路徑2精加工刀具路徑精加工刀具路徑1精加工刀具路徑精加工刀具路徑3F三、后處理三���、后處理1��、合并刀具路徑:�、合并刀具路徑:同種性質(zhì)�、同種刀具同種性質(zhì)���、同種刀具2、后處理格式選擇����、后處理格式選擇 3、程序修改���、程序修改F四����、存檔與加工程序單填寫四���、存檔與加工程序單填寫1、按指定位置存檔�����、按指定位置存檔2����、按要求填寫加工程序單、按要求填寫加工程序單
 加工工藝分析機(jī)械制造例題專題解析 教學(xué)課件PPT
加工工藝分析機(jī)械制造例題專題解析 教學(xué)課件PPT