《模具專業(yè)畢業(yè)設(shè)計(jì)論文樣板(多工位級(jí)進(jìn)模)-》由會(huì)員分享����,可在線閱讀,更多相關(guān)《模具專業(yè)畢業(yè)設(shè)計(jì)論文樣板(多工位級(jí)進(jìn)模)-(16頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、*******大學(xué)本科畢業(yè)(設(shè)計(jì))論文
2)條料排樣圖方案比較
繪制過程:①首先根據(jù)已繪制的零件圖��,零件展開圖的形狀�����、特點(diǎn)采用單排。
②按估計(jì)的工位數(shù)����,以排樣基準(zhǔn)線為準(zhǔn)劃一排零件的展開形狀圖�,
初步預(yù)計(jì)每?jī)蓚€(gè)零件的間距為82.64mm。
③按零件圖的形狀�����,考慮對(duì)彎曲����、成形部分分解加工工序。
④綜合考慮產(chǎn)品各內(nèi)孔外形和各分解加工成新的內(nèi)容��,共分多少工
位�,以及各工位加工內(nèi)容。
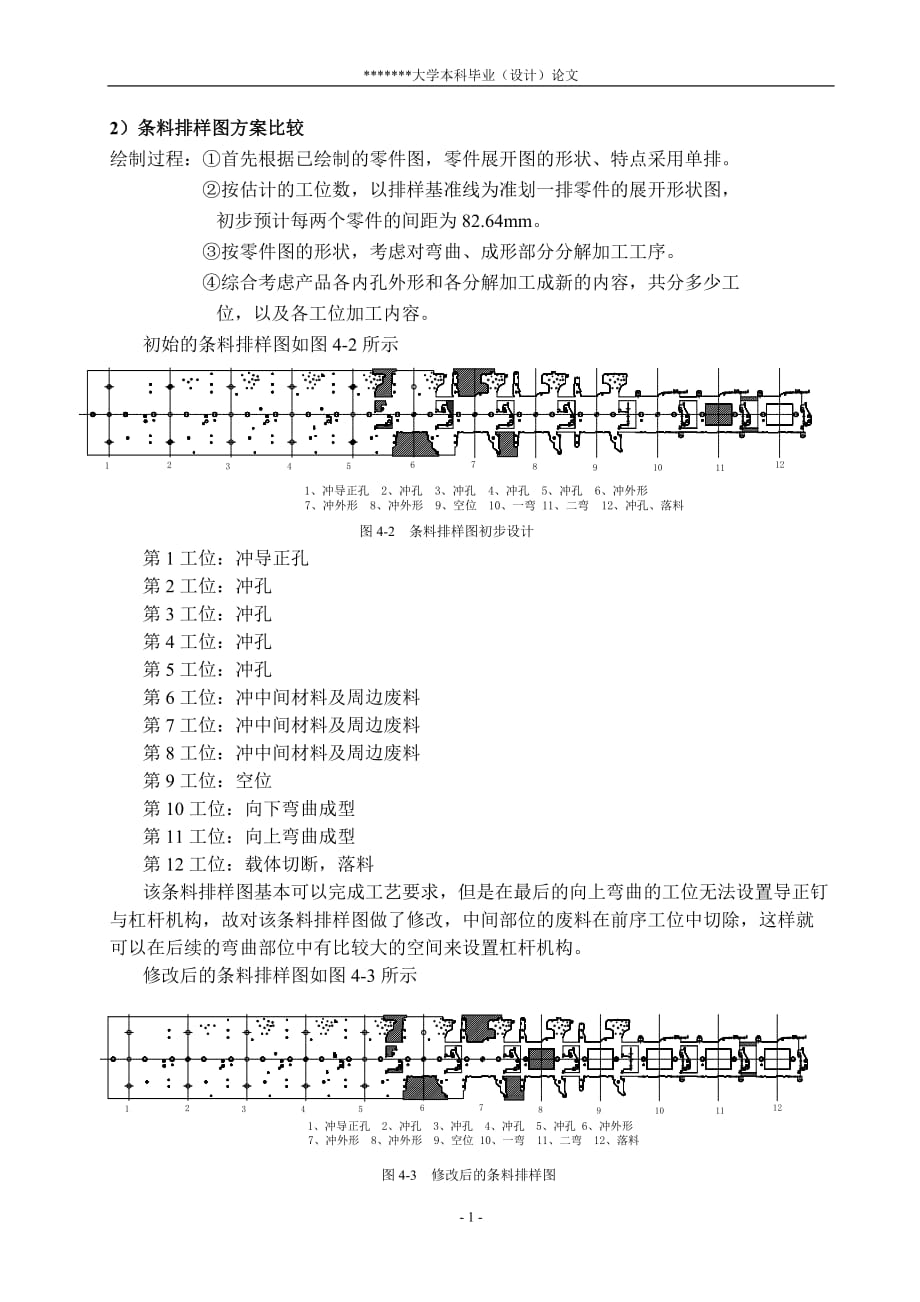
初始的條料排樣圖如圖4-2所示
圖4-2 條料排樣圖初步設(shè)計(jì)
第1工位:沖導(dǎo)
2��、正孔
第2工位:沖孔
第3工位:沖孔
第4工位:沖孔
第5工位:沖孔
第6工位:沖中間材料及周邊廢料
第7工位:沖中間材料及周邊廢料
第8工位:沖中間材料及周邊廢料
第9工位:空位
第10工位:向下彎曲成型
第11工位:向上彎曲成型
第12工位:載體切斷��,落料
該條料排樣圖基本可以完成工藝要求�����,但是在最后的向上彎曲的工位無法設(shè)置導(dǎo)正釘與杠桿機(jī)構(gòu),故對(duì)該條料排樣圖做了修改���,中間部位的廢料在前序工位中切除����,這樣就可以在后續(xù)的彎曲部位中有比較大的空間來設(shè)置杠桿機(jī)構(gòu)����。
修改后的條料排樣圖如圖4-3所示
圖4-3 修改后的條料排樣圖
第1工位:沖導(dǎo)正孔
第2工位:
3、沖孔
第3工位:沖孔
第4工位:沖孔
第5工位:沖孔
第6工位:沖中間材料及周邊廢料
第7工位:沖中間材料及周邊廢料
第8工位:沖中間材料及周邊廢料
第9工位:空位
第10工位:向下彎曲成型
第11工位:向上彎曲成型
第12工位:載體切斷��,落料
該方案就較好的解決了在最后的向上彎曲部位��,杠桿機(jī)構(gòu)與板料之間的可能產(chǎn)生的干涉問題��。在最后的工位只是進(jìn)行載體的切斷進(jìn)行落料�。同時(shí)在一定程度上也對(duì)整體的沖裁力的平衡問題進(jìn)行了改善。
4.2 步距和步距精度
級(jí)進(jìn)模的步距是確定條料在模具中每送進(jìn)一次���,所需要向前移動(dòng)的固定距離����。步距的精度直接影響沖件的精度。
4.2.1 步距
4�、基本尺寸的確定
對(duì)于單排的排樣步距,基本尺寸為:
S=B+M
圖4-4 步距基本尺寸簡(jiǎn)明示意圖
根據(jù)該式得到S=82.64mm���。
4.2.2 步距精度
步距的精度直接影響沖件的精度����。由于步距的誤差��,不僅影響分段切除余料�����,導(dǎo)致外形尺寸的誤差��,還影響沖件內(nèi)��、外形的相對(duì)位置�。也就是說��,步距精度愈高��,沖件精度也愈高��,但步距精度過高,模具制造也就愈困難�����。所以步距精度的確定必須根據(jù)沖件的具體情況而定�����。
影響步距精度的因素很多����,但歸納起來主要有:沖件的精度等級(jí)、形狀復(fù)雜程度�、沖件材質(zhì)和厚度;模具的工位數(shù)�����;沖制時(shí)條料的送進(jìn)方式和定距形式等�。
根據(jù)多年來的實(shí)踐,總結(jié)歸納出多工位級(jí)進(jìn)模步距
5��、精度的經(jīng)驗(yàn)公式為:
δ——多工位級(jí)進(jìn)模步距對(duì)稱偏差值��;
β——沖件沿條料送進(jìn)方向最大輪廓基本尺寸(指展開后)精度提高三級(jí)后的實(shí)際公差值��;
n——模具設(shè)計(jì)的工位數(shù);
k——修正系數(shù)
表4-1
沖裁間隙z(雙面)/mm
K值
沖裁間隙z(雙面)/mm
K值
0.01-0.03
0.85
>0.12-0.15
1.03
>0.03-0.05
0.90
>0.15-0.18
1.06
>0.05-0.08
0.95
>0.18-0.22
1.10
>0.08-0.12
1.00
說明:1)修整系數(shù)k主要考慮料厚和材質(zhì)因素�,并將其反應(yīng)到?jīng)_裁間隙
6、上去���。
2)多工位級(jí)進(jìn)模因工位的步距累積誤差�����,所以標(biāo)注模具每步尺寸時(shí)�,應(yīng)由第一工位至其他工位直接標(biāo)注其長(zhǎng)度�����,無論這長(zhǎng)度多大�,其步距公差均為δ��。
在本設(shè)計(jì)中如圖所示的工件���,展開后驗(yàn)送料方向的最大輪廓尺寸是82.64毫米����,在圖排樣圖中共分12個(gè)工位��。尺寸82.64的IT7級(jí)公差值為0.035毫米。模具的雙面沖裁間隙為0.048毫米�。
β=0.035毫米 n=12 Z=0.048,查表得k=0.90
則這副多工位級(jí)進(jìn)模的步距公差為毫米�����。
圖4-5 多工位級(jí)進(jìn)模步距尺寸公差
4.3 定距方式與導(dǎo)正釘
7��、
級(jí)進(jìn)模的釘距方式有定位釘定距�,側(cè)刃定距,導(dǎo)正釘定距和自動(dòng)送料機(jī)構(gòu)定距等四種���。這四種定距方式各有優(yōu)缺點(diǎn)�,各有不同的使用場(chǎng)合�。它們可以單獨(dú)使用,也可以互相配合使用��。相互配合使用定距效果更好���。
定位釘定距多適用于后料加工手工送料的普通級(jí)進(jìn)模�,側(cè)刃定距適用于手工送料���,也可采用自動(dòng)或半自動(dòng)送料����。
自動(dòng)送料機(jī)構(gòu)一般都是設(shè)置在模具外的獨(dú)立機(jī)構(gòu),配合沖床沖程運(yùn)動(dòng)���,時(shí)條料作定時(shí)�、定量地送進(jìn)���。
導(dǎo)正釘定距是級(jí)進(jìn)模極為普通采用的定距形式���。特別是形狀十分復(fù)雜的沖件,所用的級(jí)進(jìn)模一般采用這種方式定距��。
本設(shè)計(jì)所用原料是卷料用自動(dòng)送料機(jī)構(gòu)送料��。
對(duì)于各種定距方式的適用場(chǎng)合綜合考慮����,本設(shè)計(jì)采用自動(dòng)送料機(jī)構(gòu)送料作
8��、粗定距��,采用導(dǎo)正釘作精定距����,以實(shí)現(xiàn)連續(xù)自動(dòng)作業(yè)��。
在使用導(dǎo)正釘定距的方式下�����,導(dǎo)正釘孔應(yīng)大于或等于4倍料厚(d≥4t)����。多工位級(jí)進(jìn)模沖制件多屬于薄料��,當(dāng)t≤0.5毫米時(shí)�,導(dǎo)正釘孔應(yīng)不小于φ2毫米,本設(shè)計(jì)中料厚為0.8mm���。導(dǎo)正釘使用φ5毫米的導(dǎo)正釘�。因此���,符合設(shè)計(jì)要求�。
4.4 模具的結(jié)構(gòu)設(shè)計(jì)
4.4.1 凸模�、凹模結(jié)構(gòu)設(shè)計(jì)
凸模和凹模直接擔(dān)負(fù)著沖壓工作。由于加工性質(zhì)的不同���,凸模與凹模的形狀�、結(jié)構(gòu)也不同。多工位級(jí)進(jìn)模一般都含有兩種或兩種以上的沖壓工藝�,凸模和凹模數(shù)量之多是可想而知的。要使之能夠適應(yīng)高速連續(xù)沖壓���,必須滿足各種特定的技術(shù)條件��,而決不能用設(shè)計(jì)一般凸模��、凹模的方法進(jìn)行設(shè)計(jì)���。凸
9、凹模的設(shè)計(jì)要遵循以下原則:
1)凸凹模要有足夠的強(qiáng)度和剛度�����。設(shè)計(jì)凸凹模應(yīng)選擇強(qiáng)度較好的材料��,選擇合理的熱處理工藝和規(guī)范�;在條件許可時(shí)可減少凸模長(zhǎng)度��,增加凹模厚度�����,在結(jié)構(gòu)上增加他們的強(qiáng)度和剛度。
2)凸凹模必須安裝牢固�����,便于維修和更換����。
3)多工位自動(dòng)級(jí)進(jìn)模的凸凹模要有統(tǒng)一的標(biāo)準(zhǔn),這樣既便于加工�,又不會(huì)出現(xiàn)位置上的誤差。
4)余料排除方便及時(shí)�����。為了避免損壞模具��,應(yīng)采取及時(shí)的措施來清除余料���,一般在凸模上設(shè)置余料頂針��,凹模上設(shè)置高壓氣孔等措施��。
4.4.1.1 凸模結(jié)構(gòu)設(shè)計(jì)
在凸模安裝結(jié)構(gòu)中�����,在1���,2�,3����,4工位上,考慮到凸模需要便于更換及力求結(jié)構(gòu)的簡(jiǎn)單的原則���,采用了直接插入式的固定
10��、安裝結(jié)構(gòu)如圖4-6��,是靠凸模與固定板的摩擦力固定����,一般采用或�。這兩種安裝結(jié)構(gòu)只適合沖制薄料和卸料力很小的情況。本設(shè)計(jì)中的材料為不銹鋼0.3mm���,屬于薄料在沖壓過程中卸料力也很小����。綜上分析���,使用該凸模安裝結(jié)構(gòu)可滿足實(shí)際要求���。
圖4-6 圓形凸模安裝結(jié)構(gòu)示意圖
在5、6�����、7��、8工位中��,凸模形狀比較大�����,又是直通式異形凸模��,本設(shè)計(jì)使用了在多工位級(jí)進(jìn)模中常用的一種異形凸模安裝結(jié)構(gòu)���。如圖4-7�����。直通式非圓形凸模又稱等截面凸模����,生產(chǎn)中常用成型磨、坐標(biāo)磨或線切割加工而成��。在自動(dòng)化多工位級(jí)進(jìn)模中應(yīng)用十分廣泛�。凸模與凸模固定板的配合一般選用H7/m6,H6/h6或H6/m5,H6/h5配合。
11�����、
圖4-7 直通式異形凸模安裝結(jié)構(gòu)示意圖
4.4.1.2 凹模的結(jié)構(gòu)設(shè)計(jì)
多工位級(jí)進(jìn)模的凹模設(shè)計(jì)是比較復(fù)雜的���。要考慮各工位工作形孔的形狀�����、精度�����、又要考慮各形孔的相對(duì)位置�����,確定各形孔的基準(zhǔn)和相互間的坐標(biāo)關(guān)系��;又要考慮加工方便和使用壽命等因素�,所以多工位級(jí)進(jìn)模凹模機(jī)構(gòu)的種類較多����。
凹模的分類:整體凹模、鑲套式凹模�����、拼合形孔凹模��、分段拼合凹模
分析各凹模的使用場(chǎng)合及優(yōu)缺點(diǎn):
1) 整體凹模:對(duì)于多工位級(jí)進(jìn)模����,不論其凹模的形孔多少,復(fù)雜程度如何�,凹模設(shè)計(jì)為一個(gè)整體的稱為整體凹模。對(duì)于多工位級(jí)進(jìn)模����,整體凹模缺點(diǎn)較多�����。
2) 鑲套式凹模:在多工位級(jí)進(jìn)模中�,對(duì)于某些銷的工作形孔為了加工方
12��、便�����,容易更換和刃模�,是一種在整體凹模或其他形式凹模的局部形孔位置鑲一個(gè)套裝凹模(圓套�、方套或異形套)。
3) 拼合形孔凹模:該結(jié)構(gòu)可滿足凹模形孔加工精度高這一要求��,對(duì)某些不易于加工的凹模形孔��,常采用拼合形孔這種結(jié)構(gòu)�����。
4) 分段拼合凹模:在多工位級(jí)進(jìn)模中��,為了解決各工位形孔間的間距精度,經(jīng)常采用分段拼合凹模的設(shè)計(jì)方法����,就是將模具的凹模分成若干段,每段中的形孔數(shù)不一��,然后將這幾段凹模的結(jié)合面研合鑲?cè)氚寄M馓祝ɑ驀颍﹥?nèi)���,構(gòu)成一個(gè)整體凹模。
綜合分析下來��,采用了分段拼合凹模�����,該結(jié)構(gòu)最大的特點(diǎn)是克服了整體凹模的缺點(diǎn)�����。它是把每段凹模的工作形孔加工完了�,再以內(nèi)孔為基準(zhǔn)加工外形尺寸。一般以磨削余最終
13��、研磨加工來控制孔到坐標(biāo)基準(zhǔn)的距離����,凹模形孔距離能控制在0.01毫米之內(nèi)���。
在本設(shè)計(jì)中,分段鑲拼式凹模形式如圖所示�����,如圖4-8
圖4-8 凹模鑲塊拼圖
4.4.2 卸料裝置結(jié)構(gòu)的設(shè)計(jì)
卸料裝置是起卸料作用�,在多工位級(jí)進(jìn)模工作前,彈壓卸料裝置把條料壓住�����,防止條料在沖壓過程產(chǎn)生位移和塑性變形�����;卸料裝置必須對(duì)各凸模起導(dǎo)向和保護(hù)作用�����。
對(duì)于不同的沖壓工序卸料裝置有不同的作用:在沖裁工序中��,他起卸料與壓料作用���,在彎曲工序中���,它不僅是卸料��,也可以起到局部成型的作用���;在拉深工序中還要起到壓邊圈的作用。
4.4.2.1 卸料裝置設(shè)計(jì)的注意事項(xiàng)
形孔拼塊可以分為若干段����,充分利用成型
14、磨削來保證拼塊最后的精度與光潔度�。卸料裝置設(shè)計(jì)的注意事項(xiàng):
在級(jí)進(jìn)模中�����,彈壓卸料板都要設(shè)計(jì)成反凸臺(tái)形�。沖壓時(shí),突出部分正好進(jìn)入兩導(dǎo)料板之間��。凸臺(tái)與導(dǎo)板之間應(yīng)有適當(dāng)?shù)拈g隙�����。
1)卸料板各工作形孔應(yīng)當(dāng)與凹模形孔同心。這種要求要從模具設(shè)計(jì)及工藝上加以保證�����。另外�����,卸料板的各形孔與對(duì)應(yīng)凸模的配合間隙只有凸模與凹模沖裁間隙的1/3~1/4���,這樣才能起到對(duì)凸模的導(dǎo)向和保護(hù)作用��。而且間隙越小�����,導(dǎo)向效果越好�����,模具的壽命也越高�,然而制造的難度就越大����。
2)卸料板各工作形孔應(yīng)有良好的粗糙度���,應(yīng)適應(yīng)高速?zèng)_壓導(dǎo)向和保護(hù)作用。卸料板各工作形孔的粗糙度應(yīng)控制在Ra0.1-Ra0.4μm�。卸料板的粗糙度與沖壓速度有關(guān),
15��、速度越高���,光潔度要求也越高�。同時(shí)還需要注意潤滑����。
3)多工位級(jí)進(jìn)模的卸料板應(yīng)具有耐磨性能。高速?zèng)_壓的多工位級(jí)進(jìn)模卸料板的工作部分往往是采用拼鑲結(jié)構(gòu)�,采用高速剛或合金工具鋼制造,淬火硬度HRC56~58��。對(duì)于沖壓速度不高的卸料板可選用中碳鋼以上或碳素工具剛材料制作�����,淬火硬度HRC40~45����。
4)卸料板對(duì)凸模要有一定的導(dǎo)向高度,越是細(xì)小凸模其導(dǎo)向高度也越高�,可利用導(dǎo)向套對(duì)細(xì)小凸模進(jìn)行導(dǎo)向和保護(hù)。其導(dǎo)向套的高度可以高于卸料板�����。對(duì)于大的凸模��,卸料板只起卸料和導(dǎo)向作用�,為此可以降低接觸高度,以減小摩擦�����。
5)為了保持卸料力平衡�����,卸料螺釘孔應(yīng)當(dāng)布置在全部工作形孔的外圍�,使得卸料螺釘受力均勻。
6
16��、)卸料螺釘?shù)墓ぷ鏖L(zhǎng)度“L”在一副模具內(nèi)應(yīng)嚴(yán)格一致�,否則安裝以后卸料板不能平穩(wěn),形成不平衡卸料,容易損傷凸模�。在本次多工位級(jí)進(jìn)模設(shè)計(jì)中我用了如圖所示的結(jié)構(gòu),其特點(diǎn)是便于控制L長(zhǎng)度�����,可以通過磨削端面保證L一致性�����。另外每次凸模刃模��,卸料螺釘長(zhǎng)也可同時(shí)磨去同樣高度�����。
7)導(dǎo)正釘露出卸料板底面有效工作直壁的高度��。導(dǎo)正釘有效工作直壁露出卸料板底面不能過長(zhǎng)�����,一般為(0.5~0.8)t��,否則當(dāng)沖程回升時(shí)��,條料會(huì)將導(dǎo)正釘“抱”住�,影響連續(xù)作業(yè)。尤其是當(dāng)采用帶臺(tái)式導(dǎo)料板�����,過長(zhǎng)容易造成條料變形�,影響沖壓精度。
8)卸料裝置的輔助導(dǎo)向機(jī)構(gòu)��。輔助導(dǎo)向機(jī)構(gòu)俗稱小導(dǎo)柱和小導(dǎo)套��。它們多數(shù)是在卸料板與固定板之間增設(shè)的導(dǎo)向機(jī)
17���、構(gòu)�����。小導(dǎo)柱和小導(dǎo)套之間的配合間隙應(yīng)當(dāng)更小�,一般為凸模與卸料板配合間隙的1/2�。
9)卸料螺釘沉孔深度要有足夠的活動(dòng)量。否則����,當(dāng)凸模經(jīng)過多次刃磨后��,卸料螺釘帽頭在沖頭到達(dá)最低位置時(shí)會(huì)高出上模座的上平面���,從而損壞模具或者設(shè)備。
4.4.2.2 卸料裝置的分類及選用
卸料裝置可以分為固定卸料和彈壓卸料兩種���。在多工位級(jí)進(jìn)模中�����,多數(shù)采用彈壓卸料裝置�,但有時(shí)采用固定卸料裝置���。固定式卸料的卸料板一般是通過導(dǎo)料板緊固在凹模上����。固定卸料屬于硬性卸料�,卸料力大,穩(wěn)固而可靠�。但在多工位級(jí)進(jìn)模中,只有料厚大于1.5毫米的沖件才采用�。
彈壓是卸料的形式也是多樣的,有將彈壓卸料板通過卸料螺釘����、彈簧(或橡皮)安
18、裝在模具上���,或是在卸料板與固定板之間安裝小導(dǎo)柱�、導(dǎo)套(在多工位級(jí)進(jìn)模具還采用滾珠小導(dǎo)柱���、導(dǎo)套)進(jìn)行導(dǎo)向����。也有的在卸料板上裝上導(dǎo)套連同模架導(dǎo)柱一起進(jìn)行兩級(jí)導(dǎo)向(即在對(duì)上模與卸料板一同進(jìn)行導(dǎo)向)���。
多工位級(jí)進(jìn)模中采用彈壓卸料裝置���,很重要的一個(gè)環(huán)節(jié)是卸料要平穩(wěn),有足夠大的卸料力��,以保持順利卸料����。
在多工位級(jí)進(jìn)模中,卸料板極少采用整體機(jī)構(gòu)�����。而采用拼鑲結(jié)構(gòu)才能保證形孔精度、孔距精度�、配合間隙、形孔光潔度�、熱處理等要求。它的拼鑲原則基本上與凹模相同��。
拼鑲式拼塊用螺釘��、銷釘緊固在卸料板基體上����,拼合好的卸料板又通過基體用卸料螺釘、彈簧及輔助的小導(dǎo)柱�����、小導(dǎo)套裝配在模具的上模上���。為此卸料板基體需有足夠的強(qiáng)
19���、度。
在多工位級(jí)進(jìn)模中��,卸料板多采用拼鑲結(jié)構(gòu)。采用拼鑲結(jié)構(gòu)才能保證形孔精度�、孔距精度、配合間隙��、形孔光潔度����、熱處理等要求����。拼鑲原則基本上與凹模相同。
拼鑲式拼塊用螺釘�、銷釘緊固在卸料板基體上,拼合好的卸料板又通過基體用卸料螺釘�����、彈簧及輔助的小導(dǎo)柱��、小導(dǎo)套裝配在模具的上模上����。為此卸料板基體需有足夠的強(qiáng)度。
在此設(shè)計(jì)中采用拼鑲式彈壓卸料板��。如圖4-9
圖4-9 卸料板裝配圖
該卸料裝置是綜合拼合凹模的彈壓卸料板。他由一個(gè)剛性很強(qiáng)的卸料板基體和4段拼塊組合而成��。兩端塊用螺釘����、銷釘緊固在基體上,中間三塊只要磨成型后裝入并用螺釘緊固即可��。這里主要實(shí)在基體上加工一個(gè)通槽�,各拼塊對(duì)此
20、通槽按基準(zhǔn)孔配合加工���,所以基準(zhǔn)性好�。
4.4.3 導(dǎo)料系統(tǒng)設(shè)計(jì)
由于多工位級(jí)進(jìn)模除純沖裁件沖壓屬于平面加工以外��,對(duì)于帶有彎曲�、成型、拉深的沖制件均屬于立體加工��。因此對(duì)于條料在分段切除余料加工過程中�����,條料不能受任何障礙。條料的送進(jìn)�,必須浮離下模平面,并給予嚴(yán)格控制�,導(dǎo)料系統(tǒng)決不能影響側(cè)沖與倒沖機(jī)構(gòu)的工作。
4.4.3.1 導(dǎo)料板
導(dǎo)料板是對(duì)條料進(jìn)行導(dǎo)向的裝置之一�,沿條料送進(jìn)方向,安裝在凹模形孔的兩側(cè)�����,并與模具中心線平行����。
一般導(dǎo)料板分平直式和帶臺(tái)式兩種��。平直式多用于低速���,手工送料的級(jí)進(jìn)模���;帶臺(tái)式多用于高速、自動(dòng)送料的級(jí)進(jìn)模�。
在本次設(shè)計(jì)中已提到,屬于自動(dòng)送料的級(jí)進(jìn)模�����,故采用帶
21、臺(tái)式導(dǎo)料板���。同時(shí)導(dǎo)料板需進(jìn)行淬火處理�,硬度為HRC55-58��。
4.4.3.2 條料浮頂器
在多工位級(jí)進(jìn)模中�����,導(dǎo)料板設(shè)計(jì)成帶臺(tái)結(jié)構(gòu)是為了使條料在浮動(dòng)送料中�,浮頂器對(duì)條料的彈頂作用,仍能控制條料自始至終保持在導(dǎo)料板內(nèi)運(yùn)動(dòng)����。
條料浮頂器與帶臺(tái)式導(dǎo)料板配合使用構(gòu)成多工位級(jí)進(jìn)模導(dǎo)料系統(tǒng)。
在導(dǎo)正釘?shù)膶?duì)應(yīng)位置設(shè)置套式浮頂器�����,目的是對(duì)導(dǎo)正釘進(jìn)行保護(hù)作用��。當(dāng)導(dǎo)正釘進(jìn)入浮離凹模的條料時(shí)���,因條料送進(jìn)有誤差�����,在導(dǎo)正釘導(dǎo)正時(shí)�,導(dǎo)正釘已進(jìn)入套式浮頂器,對(duì)導(dǎo)正釘起到保護(hù)作用�。如圖4-10所示
圖4-10 導(dǎo)料板與浮頂器結(jié)構(gòu)示意圖
4.4.4 倒沖機(jī)構(gòu)
倒沖是多工位級(jí)進(jìn)模中獨(dú)有的沖壓機(jī)構(gòu)。
22��、倒沖是指模具工作部分(一般指凸?��;虬寄5龋┑倪\(yùn)動(dòng)件由下向上完成沖壓加工稱為倒沖���。實(shí)現(xiàn)導(dǎo)沖的機(jī)構(gòu)稱為倒沖機(jī)構(gòu)����。倒沖多由杠桿機(jī)構(gòu)實(shí)現(xiàn),也采用兩段斜楔��、斜滑塊機(jī)構(gòu)改變運(yùn)動(dòng)方向?qū)崿F(xiàn)倒沖��。
4.4.4.1 倒沖結(jié)構(gòu)的設(shè)計(jì)要求
1)杠桿的強(qiáng)度必須足夠��,尤其對(duì)于支撐部位的強(qiáng)度更為重要。杠桿一般做成梭狀較好��,不僅增加了杠桿的強(qiáng)度����,受力合理,而且縮小了杠桿擺動(dòng)空間�。
2)要有有效的復(fù)位機(jī)構(gòu)。沖壓一結(jié)束�,就立即復(fù)位。
3)倒沖凸模必須有良好的導(dǎo)向機(jī)構(gòu)����。對(duì)于沖裁加工的凸模,導(dǎo)向裝置更為重要���。對(duì)于圓形凸?���?梢澡?cè)雽?dǎo)向套��。對(duì)于方形和長(zhǎng)方形凸模�、工作部分應(yīng)有必要的長(zhǎng)度,其余部分可做成圓形配合面�,并開出適當(dāng)?shù)亩?/p>
23�����、向鍵槽�。對(duì)于復(fù)雜異形凸模一般可做成導(dǎo)向配合面進(jìn)行導(dǎo)向�。
4)倒沖機(jī)構(gòu)應(yīng)便于維修、更換和安裝��。
4.4.4.2 倒沖結(jié)構(gòu)的適用場(chǎng)合
1) 為了保持沖件毛刺方向的一致而需要進(jìn)行倒沖
2) 為保持條料浮動(dòng)送進(jìn)�,使浮動(dòng)提升量不要過高,對(duì)于個(gè)別過高的向上彎曲��、翻邊����、拉深工序的凸模(均安裝在下模上)因考慮采用倒沖。
3) 為了保證沖制質(zhì)量�����,便于模具結(jié)構(gòu)設(shè)計(jì)�,甚至為克服模具中局部薄弱環(huán)節(jié)等�����,可以按具體情況采取倒沖。
4) 在特殊的情況下�����,多工位級(jí)進(jìn)模中的頂出裝置采用倒沖形式���。
在本設(shè)計(jì)中工位10采用倒沖機(jī)構(gòu)出于對(duì)第一點(diǎn)和第二點(diǎn)的考慮�����,即保證沖制質(zhì)量和毛刺方向的一致性�,便于模具結(jié)構(gòu)�。在本
24、設(shè)計(jì)中采用了如圖4-11所示的杠桿式倒沖機(jī)構(gòu)�。
圖4-11 倒沖機(jī)構(gòu)示意圖
圖中,梭形杠桿安裝在下模座內(nèi)的空槽內(nèi)��,由剛性支架支撐�����。主動(dòng)桿安裝在上模�,從動(dòng)桿裝入下模墊板內(nèi)。為增加導(dǎo)向長(zhǎng)度設(shè)置了導(dǎo)向套����。沖切凸模的導(dǎo)向面是圓柱面��,其上端是長(zhǎng)方形彎曲凸模����。凸模與杠桿用軸固定���,持轉(zhuǎn)動(dòng)配合��。導(dǎo)向保護(hù)套鑲?cè)氚寄V袑?duì)彎曲凸模進(jìn)行導(dǎo)向���。倒沖結(jié)構(gòu)的復(fù)位是靠左側(cè)彈簧的彈力來實(shí)現(xiàn)的。
4.4.5自動(dòng)監(jiān)測(cè)與安全保護(hù)裝置
多工位級(jí)進(jìn)模在高速?zèng)_床上工作���,它不但有自動(dòng)送料裝置��,而且還必須在整個(gè)沖壓生產(chǎn)過程中有防止失誤的安全檢測(cè)裝置����。因?yàn)槟>咴诠ぷ鬟^程中�,只要有一次失誤,如誤進(jìn)給���、凸模折斷�����、疊片�、廢料
25�����、堵塞等��,均能使模具損壞�,甚至造成設(shè)備和人身事故。
檢測(cè)裝置可以設(shè)置在模具內(nèi)����,也可以設(shè)置在模具外。當(dāng)模具在出現(xiàn)非正常的情況時(shí)�,設(shè)置的各種檢測(cè)裝置(傳感器)能迅速的把信號(hào)反饋給壓力機(jī)的制動(dòng)機(jī)構(gòu),立即使壓力機(jī)停止運(yùn)動(dòng)�,起到安全保護(hù)作用。
傳感器的傳感方式有接觸式和非接觸式兩種�。本設(shè)計(jì)中采用的是接觸式的導(dǎo)正孔檢測(cè)結(jié)構(gòu)。當(dāng)浮動(dòng)檢測(cè)銷1由于送料失誤�����,不能進(jìn)入條料的導(dǎo)正孔時(shí),便有條料推動(dòng)檢測(cè)銷1向上移動(dòng)�,同時(shí)推動(dòng)接觸銷2使微動(dòng)開關(guān)閉合,因?yàn)槲?dòng)開關(guān)是與壓力機(jī)的電磁離合器是同步的��,所以使電磁離合器脫開����,壓力機(jī)滑塊停止運(yùn)動(dòng)。本設(shè)計(jì)中所采用的裝置既可以是導(dǎo)正孔導(dǎo)正��,也可以是制件本身導(dǎo)正�。
26、
1-浮動(dòng)檢測(cè)銷 2-接觸銷 3-微動(dòng)開關(guān)
圖4-12 安全監(jiān)測(cè)裝置示意圖
第六章 凸凹模刃口尺寸確定
6.1 凸����、凹模間隙值的確定
凸、凹模間隙對(duì)沖裁件斷面質(zhì)量���、尺寸精度�����、模具壽命以及沖裁力�、卸料力、推件力等有較大影響���,所以必須選擇合理的間隙。
設(shè)計(jì)中所用材料為不銹鋼���,根據(jù)經(jīng)驗(yàn)來取��,一般凸��、凹模間隙?�。?.05~0.07)t����。所以��,得Zmin=0.050.8=0.04mm��,Zmax=0.070.8=0.056mm�。
6.2 凸、凹模刃口尺寸的確定
確定凸�、凹模刃口尺寸的原則:
1) 考慮落掉和沖孔的區(qū)別,落料件
27、的尺寸取決于凹模�,因此落料模應(yīng)先決定凹模尺寸,用減小凸模尺寸來保證合理間隙�����;沖孔件的尺寸取決于凸模���,因此沖孔模應(yīng)先決定凸模尺寸���,用增大凹模尺寸來保證合理間隙。
2) 考慮刃口的磨損對(duì)沖件尺寸的影響��;刃口磨損后尺寸變大��,其刃口的基本尺寸應(yīng)接近或等于沖件的最小極限尺寸����;刃口磨損后尺寸減小,應(yīng)取接近或等于沖件的最大極限尺寸�����。
3)考慮沖件精度與模具精度間的關(guān)系���,在選擇模具制造公差時(shí)�����,既要保證沖件的精度要求�,又要保證有合理的間隙值。
在本設(shè)計(jì)中�,由于凸模除了標(biāo)準(zhǔn)的圓形凸模以外,均為直通式的異形凸模�。尺寸非常的細(xì)小而且特別的多����。故為了設(shè)計(jì)的簡(jiǎn)便起見,凸凹模的刃口尺寸計(jì)算部分忽略�����。設(shè)計(jì)中的刃口尺寸按
28�����、照:凸模尺寸就是板料的各孔的尺寸來確定��,凹模的刃口尺寸按照對(duì)應(yīng)凸模的尺寸每邊加上一個(gè)單邊間隙(0.04-0.056mm)來確定�。
直通式異形凸模的加工工藝將在第七章中用現(xiàn)切割程序來說明���。
第八章 模具結(jié)構(gòu)分析
8.1相機(jī)膠卷壓簧多工位級(jí)進(jìn)模
本次設(shè)計(jì)任務(wù)為相機(jī)膠卷壓簧的多工位級(jí)進(jìn)模設(shè)計(jì)。這個(gè)零件由于形狀復(fù)雜��,要求大批量生產(chǎn)而采用多工位級(jí)進(jìn)模進(jìn)行沖制�����。零件上具有上下相反兩個(gè)方向的彎曲����,并且各型孔的孔距要求比較高。零件是由0.8毫米厚的不銹鋼板料剪裁成的條料進(jìn)行沖制�����。
根據(jù)產(chǎn)品的要求�����,考慮到?jīng)_壓條件����,并結(jié)合制造能力,確定了排樣方案���,見
29�、圖4-3。圖8-1是模具裝配圖略圖���。
圖8-1模具裝配略圖
從模具裝配圖中可以看出模具有以下幾個(gè)特點(diǎn):
1) 以自動(dòng)送料機(jī)構(gòu)為粗定距����,增設(shè)了導(dǎo)正釘孔的沖制���。為了防止條在彎曲過程中發(fā)生變形和左右傾斜���,影響沖制精度����。所以在每一個(gè)帶有彎曲工藝的工位都設(shè)有倒正釘導(dǎo)正。
2) 由于條在第5工位切除余料以后���,導(dǎo)料板就起不到導(dǎo)向作用�����,為此到第5工位以后便終斷�,在此之后由導(dǎo)正釘進(jìn)行條料導(dǎo)正定位,對(duì)條料進(jìn)行導(dǎo)正�。
3) 凹模是分段拼合結(jié)構(gòu),共分四段����,每段直接用螺釘、銷釘緊固在下模座上�。各自可以單獨(dú)拆卸維修、更換���,增加了模具使用的總壽命��。第一段凹模包括了
30���、1、2����、3、4四個(gè)沖裁工位����。第二段凹模包括了5、6兩個(gè)沖裁工位�。第三段是第7����、8兩個(gè)工位�。第四段凹模是第9,10工位�,分別對(duì)工件進(jìn)行第一次向下壓彎和第二次向上倒向彎曲,以及最后一個(gè)工位對(duì)工件的載體切斷進(jìn)行落料���。
4) 在第10工位��,采用了倒沖機(jī)構(gòu)�。保證了彎曲的精確度�,及避免了需提升過高才能正常自動(dòng)送料的因素。同時(shí)保證了毛刺方向的一致性����。
5) 由于條料較寬����,在模具內(nèi)共運(yùn)載12個(gè)工位。為了減少條料在凹模的摩擦�,采用了浮動(dòng)送料。由于零件彎曲部分不影響條料送進(jìn)����,所以提升高度也就不大�����。條料自始至終以浮動(dòng)送進(jìn)�。全部浮頂起的提升高度為2毫米��。本模具條料浮頂器采用了在導(dǎo)正釘處使用套式浮頂器的形式進(jìn)行��,能夠很好的完成定位及條料正常送進(jìn)的目的����。
�
- 15 -
 模具專業(yè)畢業(yè)設(shè)計(jì)論文樣板(多工位級(jí)進(jìn)模)-
模具專業(yè)畢業(yè)設(shè)計(jì)論文樣板(多工位級(jí)進(jìn)模)-