《數(shù)控機(jī)床自動(dòng)換刀裝置 (2)》由會(huì)員分享,可在線閱讀��,更多相關(guān)《數(shù)控機(jī)床自動(dòng)換刀裝置 (2)(4頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、自動(dòng)換刀裝置的形式
自動(dòng)換刀裝置是加工中心的重要執(zhí)行機(jī)構(gòu)��,它的形式多種多樣��,目前常見(jiàn)的有以下幾種�����。
1.回轉(zhuǎn)刀架換刀
數(shù)控機(jī)床使用的回轉(zhuǎn)刀架是最簡(jiǎn)單的自動(dòng)換刀裝置�����,有四方刀架���、六角刀架��,即在其上裝有四把�����、六把或更多的刀具�。
回轉(zhuǎn)刀架必須具有良好的強(qiáng)度和剛度,以承受粗加工的切削力:同時(shí)要保證回轉(zhuǎn)刀架在每次轉(zhuǎn)位的重復(fù)定位精度�����。
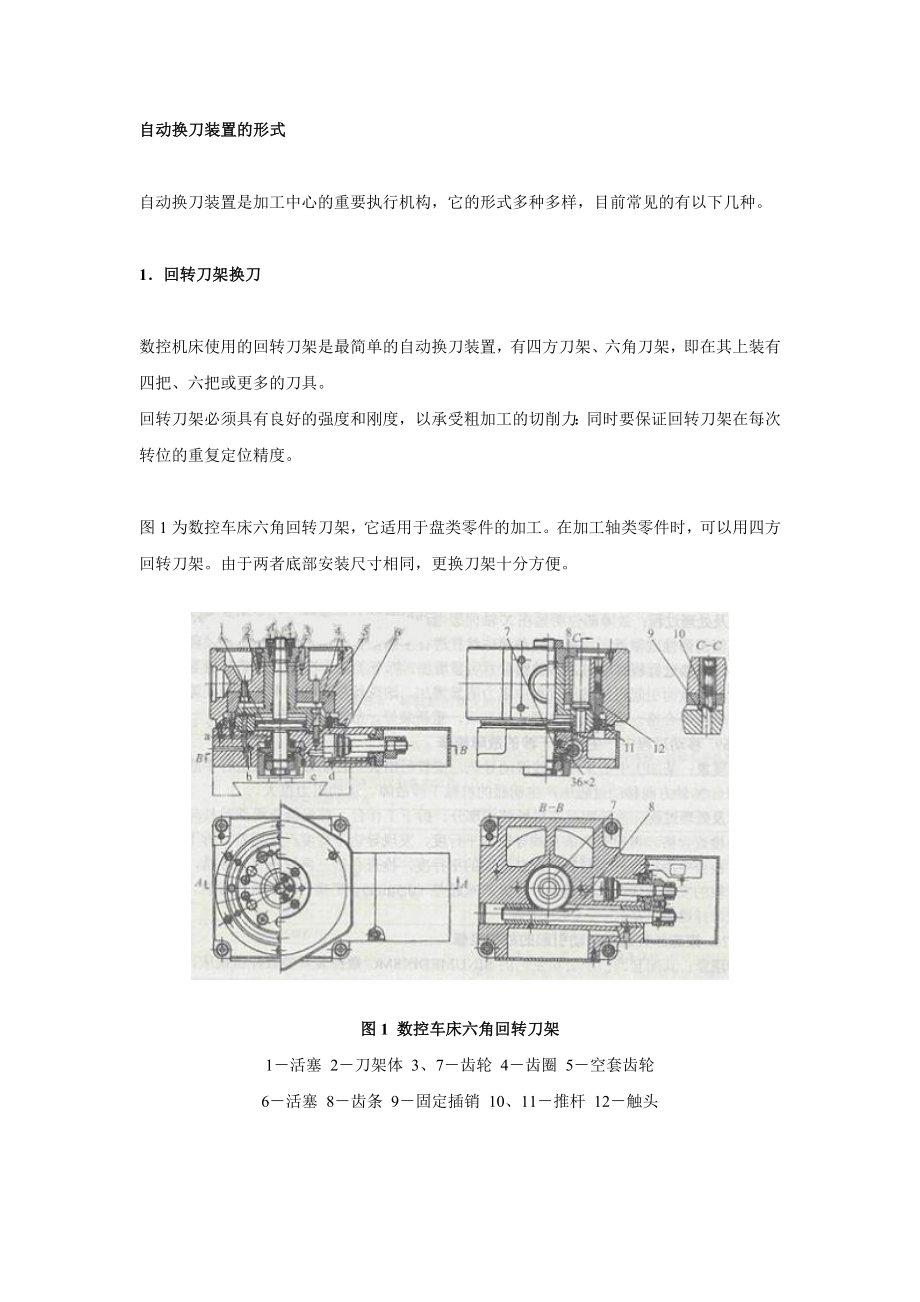
圖1為數(shù)控車(chē)床六角回轉(zhuǎn)刀架�,它適用于盤(pán)類(lèi)零件的加工����。在加工軸類(lèi)零件時(shí),可以用四方回轉(zhuǎn)刀架�。由于兩者底部安裝尺寸相同,更換刀架十分方便����。
圖1 數(shù)控車(chē)床六角回轉(zhuǎn)刀架
1-活塞 2-刀架體 3、7-齒輪 4-齒圈 5-空套齒輪
2���、6-活塞 8-齒條 9-固定插銷(xiāo) 10�、11-推桿 12-觸頭
回轉(zhuǎn)刀架的全部動(dòng)作由液壓系統(tǒng)通過(guò)電磁換向閥和順序閥進(jìn)行控制�,它的動(dòng)作分為4個(gè)步驟:
(1)刀架抬起 當(dāng)數(shù)控裝置發(fā)出換刀指令后,壓力油由a孔進(jìn)入壓緊液壓缸的下腔�����,活塞1上升,刀架體2抬起���,使定位用的活動(dòng)插銷(xiāo)10與固定插銷(xiāo)9脫開(kāi)�����。同時(shí)��,活塞桿下端的端齒離合器與空套齒輪5結(jié)合�����。
(2)刀架轉(zhuǎn)位 當(dāng)?shù)都芴鸷?��,壓力油從c孔進(jìn)入轉(zhuǎn)位液壓缸左腔,活塞6向右移動(dòng)�����,通過(guò)聯(lián)接板帶動(dòng)齒條8移動(dòng)��,使空套齒輪5作逆時(shí)針?lè)较蜣D(zhuǎn)動(dòng)��。通過(guò)端齒離合器使刀架轉(zhuǎn)過(guò)60o���?�;钊男谐虘?yīng)等于齒輪5分度圓周長(zhǎng)的1/6��,并由限位開(kāi)關(guān)控制����。
(3)刀
3����、架壓緊 刀架轉(zhuǎn)位之后,壓力油從b孔進(jìn)入壓緊液壓缸上腔���,活塞1帶動(dòng)刀架體2下降��。齒輪3的底盤(pán)上精確地安裝有6個(gè)帶斜楔的圓柱固定插銷(xiāo)9�,利用活動(dòng)插銷(xiāo)10消除定位銷(xiāo)與孔之間的間隙���,實(shí)現(xiàn)反靠定位����。刀架體2下降時(shí)��,定位活動(dòng)插銷(xiāo)10與另一個(gè)固定插銷(xiāo)9卡緊,同時(shí)齒輪3與齒圈4的錐面接觸���,刀架在新的位置定位并夾緊���。這時(shí),端齒離合器與空套齒輪5脫開(kāi)�����。
(4)轉(zhuǎn)位液壓缸復(fù)位 刀架壓緊之后����,壓力油從d孔進(jìn)入轉(zhuǎn)位液壓缸的右腔,活塞6帶動(dòng)齒條復(fù)位���,由于此時(shí)端齒離合器已脫開(kāi)����,齒條帶動(dòng)齒輪3在軸上空轉(zhuǎn)���。
如果定位和夾緊動(dòng)作正常����,推桿11與相應(yīng)的觸頭12接觸,發(fā)出信號(hào)表示換刀過(guò)程已經(jīng)結(jié)束���,可以繼續(xù)進(jìn)行切削加工
4�、���。
回轉(zhuǎn)刀架除了采用液壓缸轉(zhuǎn)位和定位銷(xiāo)定位之外����,還可以采用電動(dòng)機(jī)帶動(dòng)離合器定位�����,以及其他轉(zhuǎn)位和定位機(jī)構(gòu)����。
2.更換主軸頭換刀
在帶有旋轉(zhuǎn)刀具的數(shù)控機(jī)床中�,更換主軸頭是一種簡(jiǎn)單換刀方式。主軸頭通常有臥式和立式兩種�����,而且常用轉(zhuǎn)塔的轉(zhuǎn)位來(lái)更換主軸頭���,以實(shí)現(xiàn)自動(dòng)換刀����。在轉(zhuǎn)塔的各個(gè)主軸頭上,預(yù)先安裝有各工序所需的旋轉(zhuǎn)刀具�。當(dāng)發(fā)出換刀指令時(shí),各主軸頭依次地轉(zhuǎn)到加工位置���,并接通主軸運(yùn)動(dòng)����,使相應(yīng)的主軸帶動(dòng)刀具旋轉(zhuǎn)�,而其他處于不加工位置上的主軸都與主運(yùn)動(dòng)脫開(kāi)。
圖2為臥式八軸轉(zhuǎn)塔頭�。轉(zhuǎn)塔頭上徑向分布著八根結(jié)構(gòu)完全相同的主軸7,主軸的回轉(zhuǎn)運(yùn)動(dòng)由齒輪12輸入�����。當(dāng)數(shù)控裝置發(fā)出換刀指令時(shí)���,先
5���、通過(guò)液壓撥叉將移動(dòng)齒輪3與齒輪12脫離嚙合��,同時(shí)在中心液壓缸14的上腔通壓力油�����。由于活塞桿和活塞15固定在底座上�,因此中心液壓缸14帶著由兩個(gè)推力軸承17和16支承的轉(zhuǎn)塔刀架體18抬起����,離合器2和1脫離嚙合。然后壓力油進(jìn)入轉(zhuǎn)位液壓缸��,推動(dòng)活塞齒條����,再經(jīng)過(guò)中間齒輪使大齒輪4與轉(zhuǎn)塔刀架體18一起回轉(zhuǎn)45o�,將下一工序的主軸轉(zhuǎn)到工作位置。轉(zhuǎn)位結(jié)束后�,壓力油進(jìn)入中心液壓缸14的下腔,使轉(zhuǎn)塔頭下降�����,離合器2和1重新嚙合,實(shí)現(xiàn)了精確的定位���。在壓力油的作用下�,轉(zhuǎn)塔頭被壓緊����,轉(zhuǎn)位液壓缸退回原位。最后��,通過(guò)液壓撥叉移動(dòng)齒輪3��,使它與新?lián)Q上的主軸齒輪12相嚙合�����。為了改善主軸結(jié)構(gòu)的裝配工藝性���,整個(gè)主軸部件裝在套筒5
6�����、內(nèi)����,只要卸去螺釘10,就可以將整個(gè)部件抽出�。主軸前軸承9采用錐孔雙列圓柱滾子軸承,調(diào)整時(shí)����,先卸下端蓋6,然后擰緊螺母8���,使內(nèi)環(huán)做軸向移動(dòng)�����,以便消除軸承的徑向間隙�����。
圖2 臥式八軸轉(zhuǎn)塔頭
1��、2一離合器 3�、4�����、12一齒輪 5一套筒 6一端蓋 7一主軸 8一螺母
9���、16���、17一軸承 10一螺釘 1l一推動(dòng)桿 13一操縱桿 14一液壓缸 15一活塞 18一轉(zhuǎn)塔刀架體
為了便于卸出主軸錐孔內(nèi)的刀具,每根主軸都有操縱桿13�,只要按壓操縱桿,就能通過(guò)斜面推動(dòng)桿11���,頂出刀具�����。
轉(zhuǎn)塔主軸頭的轉(zhuǎn)位�����、定位和壓緊方式與鼠齒盤(pán)式分度工作臺(tái)極為相似����,但因?yàn)樵谵D(zhuǎn)塔上分布著許多回轉(zhuǎn)主軸部件�����,使
7��、結(jié)構(gòu)更為復(fù)雜。
由于空間位置的限制���,主軸部件的結(jié)構(gòu)不可能設(shè)計(jì)得十分堅(jiān)實(shí)�,因而影響了主軸系統(tǒng)的剛度�����。為了保證主軸的剛度�,主軸數(shù)目必須加以限制,否則將會(huì)使結(jié)構(gòu)尺寸大為增加�。
轉(zhuǎn)塔主軸頭換刀方式的主要優(yōu)點(diǎn)在于省去了自動(dòng)松夾、卸刀����、裝刀、夾緊以及刀具搬運(yùn)等一系列復(fù)雜的操作����。從而提高了換刀的可靠性,并顯著地縮短了換刀時(shí)間��。但由于上述結(jié)構(gòu)上的原因�����,轉(zhuǎn)塔主軸頭通常只是用于工序較少��、精度要求不太高的機(jī)床����,例如數(shù)控鉆床等。
3.帶刀庫(kù)的自動(dòng)換刀系統(tǒng)
帶刀庫(kù)的自動(dòng)換刀系統(tǒng)由刀庫(kù)和刀具交換機(jī)構(gòu)組成���。首先把加工過(guò)程中需要使用的全部刀具分別安裝在標(biāo)準(zhǔn)刀柄上���,在機(jī)外進(jìn)行尺寸預(yù)調(diào)整后,按一定的方式放入刀庫(kù)中去���。換刀時(shí)先在刀庫(kù)中進(jìn)行選刀��,并由刀具交換裝置從刀庫(kù)和主軸上取出刀具�,在進(jìn)行交換刀具之后����,將新刀具裝入主軸,把舊刀具放回刀庫(kù)��。存放刀具的刀庫(kù)具有較大的容量��,它既可以安裝在主軸箱的側(cè)面或上方,也可作為單獨(dú)部件安裝到機(jī)床以外���,并由搬運(yùn)裝置運(yùn)送刀具���。
與轉(zhuǎn)塔主軸頭相比較,由于帶刀庫(kù)的自動(dòng)換刀裝置數(shù)控機(jī)床主軸箱內(nèi)只有一個(gè)主軸�,設(shè)計(jì)主軸部件就有可能充分增強(qiáng)它的剛度,因而能滿足精密加工的要求����。另外,刀庫(kù)可以存放數(shù)量很大的刀具����,因而能夠進(jìn)行復(fù)雜零件的多工序加工,這樣就明顯提高了機(jī)床的適應(yīng)性和加工效率���。所以帶刀庫(kù)的自動(dòng)換刀裝置特別適用于數(shù)控鉆床���、數(shù)控銑床和數(shù)控鏜床。
 數(shù)控機(jī)床自動(dòng)換刀裝置 (2)
數(shù)控機(jī)床自動(dòng)換刀裝置 (2)