《超聲波焊接機(jī)-超聲波塑料焊接機(jī)(天津閏豐)操作說(shuō)明》由會(huì)員分享��,可在線閱讀���,更多相關(guān)《超聲波焊接機(jī)-超聲波塑料焊接機(jī)(天津閏豐)操作說(shuō)明(13頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1�����、精選優(yōu)質(zhì)文檔-----傾情為你奉上
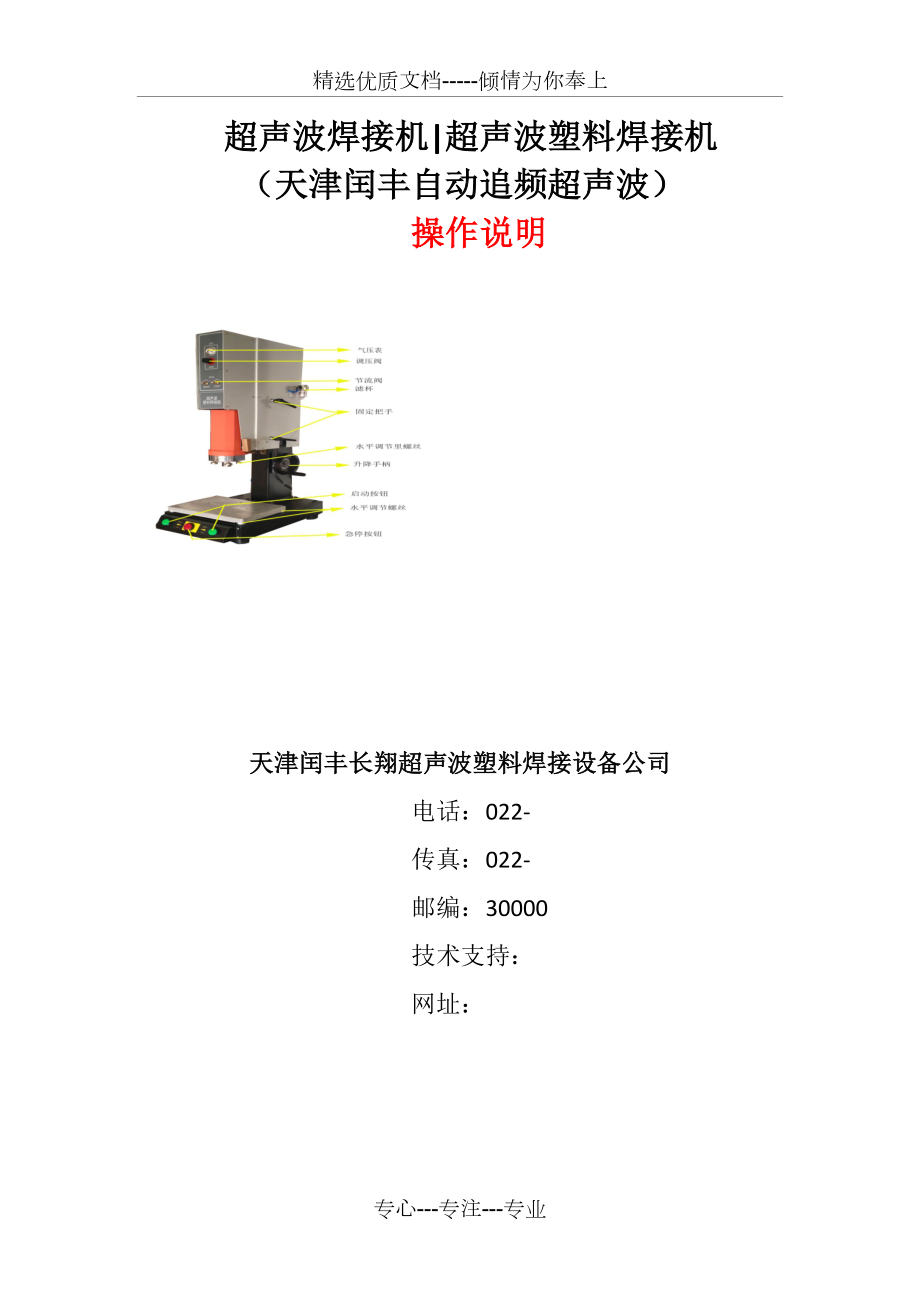
超聲波焊接機(jī)|超聲波塑料焊接機(jī)
(天津閏豐自動(dòng)追頻超聲波)
操作說(shuō)明
天津閏豐長(zhǎng)翔超聲波塑料焊接設(shè)備公司
電話:022-
傳真:022-
郵編:30000
技術(shù)支持:
網(wǎng)址:
2���、
目 錄
第一章 概述
一���、 閏豐超聲波簡(jiǎn)介……………………………………………………..1
二、 超聲波焊接原理……………………………………………………..2
三����、 閏豐全數(shù)字發(fā)生器特點(diǎn)…………………………………………..3
第二章 操作說(shuō)明
一、 閏豐全數(shù)字超聲波發(fā)生器結(jié)構(gòu)…………………………………1
二����、 接線說(shuō)明…………………………………………………………………..2
三、 操作界面介紹…………………………………………………………...3
四�����、 機(jī)器安裝方法………………………………………………
3��、……………4
五����、 設(shè)備組成部分調(diào)整及熔接前準(zhǔn)備工作………………………5
六、 熔接(焊接)操作說(shuō)明……………………………………………..6
七�����、 故障排除…………………………………………………………………….7
八、 注意事項(xiàng)及設(shè)備維護(hù)………………………………………………….8
第一章 概述
一��、閏豐智能超聲波簡(jiǎn)介
自動(dòng)追頻超聲波RF-2615Z(2)智能系列是天津閏豐超聲波2016精心打造的又一力作���,是中國(guó)智能超聲的領(lǐng)跑品牌�����。它采用高性能防干擾微處理器,實(shí)現(xiàn)電子操控化,熔接操控全部的參數(shù)經(jīng)由微電腦進(jìn)行管理����,智能化頻率控制系統(tǒng)�����,免去手動(dòng)調(diào)頻
4���、之不便�,音波過(guò)載自動(dòng)檢測(cè)�����,時(shí)實(shí)跟蹤最佳諧振點(diǎn)�����,振動(dòng)組溫度保持最低點(diǎn)�,焊頭溫度升高跟隨的頻率變化,機(jī)器自動(dòng)進(jìn)行調(diào)整運(yùn)行更穩(wěn)定�。
二、 超聲波焊接原理
超聲波作用于熱塑性的塑料接觸面時(shí)��,會(huì)產(chǎn)生每秒幾萬(wàn)次的高頻振動(dòng)����,這種達(dá)到一定振幅的高頻振動(dòng),通過(guò)上焊件把超聲能量傳送到焊區(qū)�,由于焊區(qū)即兩個(gè)焊接的交界面處聲阻大,因此會(huì)產(chǎn)生局部高溫���。又由于塑料導(dǎo)熱性差�,一時(shí)還不能及時(shí)散發(fā)�����,聚集在焊區(qū)��,致使兩個(gè)塑料的接觸面迅速熔化�,加上一定壓力后��,使其融合成一體���。當(dāng)超聲波停止作用后,讓壓力持續(xù)幾秒鐘�����,使其凝固成型�,這樣就形成一個(gè)堅(jiān)固的分子鏈,達(dá)到焊接的目的�,焊接強(qiáng)度能接近于原材料強(qiáng)度。超聲波塑料焊接的好
5���、壞取決于換能器焊頭的振幅����,所加壓力及焊接時(shí)間等三個(gè)因素����,焊接時(shí)間和焊頭壓力是可以調(diào)節(jié)的,振幅由換能器和變幅 ��。桿決定���。這三個(gè)量相互作用有個(gè)適宜值�,能量超過(guò)適宜值時(shí)��,塑料的熔解量就大����,焊接物易變形;若能量小��,則不易焊牢�����,所加的壓力也不能太大����。這個(gè)最佳壓力是焊接部分的邊長(zhǎng)與邊緣每1mm的最佳壓力之積。
三��、閏豐RF-2615Z(2)發(fā)生器特點(diǎn)
1�����、穩(wěn)定性高:全數(shù)字集成電路���,采用美國(guó)進(jìn)口高性能抗干擾處理器���,同時(shí)減少元器件的數(shù)目���、簡(jiǎn)化硬件結(jié)構(gòu),從而提高系統(tǒng)的可靠性����。
2、頻率自動(dòng)跟蹤:數(shù)字頻率合成技術(shù)結(jié)合數(shù)字鎖相環(huán)頻率跟蹤的復(fù)合控制技術(shù)���,可以消除溫度���、靜載荷、加工面積����、工具磨損等因素漂移
6、常規(guī)模擬調(diào)節(jié)器難以克服的缺點(diǎn)�����,有利于參數(shù)調(diào)節(jié),便于通過(guò)程序軟件的修改��,方便地調(diào)整控制方案和實(shí)現(xiàn)多種新型控制策略��。
3����、出力強(qiáng)勁:IGBT功率模塊的運(yùn)用加上他激式震蕩電路結(jié)構(gòu),使輸出功率是傳統(tǒng)自激式電路的1.5倍以上����。
4�����、 可設(shè)置儲(chǔ)存100組模具不同的焊接參數(shù)�。在設(shè)備上找到每套模具焊接的最佳參數(shù)并儲(chǔ)存為組,下次調(diào)機(jī)時(shí)可選擇儲(chǔ)存參數(shù)的對(duì)應(yīng)組可快速自動(dòng)調(diào)整到最佳參數(shù)�。
5、 智能三項(xiàng)保護(hù)及故障報(bào)警提示:模具電流過(guò)高保護(hù)���,頻率偏移保護(hù)����,總輸出過(guò)大保護(hù)����。設(shè)備發(fā)生故障��,發(fā)生器會(huì)立即停止工作���,并作出相應(yīng)故障原因提示,直至技術(shù)人員排除故障���。
6���、 智能閉合回路振幅控制技術(shù)實(shí)現(xiàn)的振幅大
7、小調(diào)節(jié)��,不受輸入電源電壓和負(fù)載的波動(dòng)的影響保持恒定的振幅輸出�����。
7�����、 六種焊接模式��、三種觸發(fā)方式任意靈活切換,可根據(jù)產(chǎn)品特性選擇最佳焊接方式�,彌補(bǔ)了傳統(tǒng)焊接模式的不足,使焊接精度更高���,效果更好�。
8��、 振幅無(wú)極調(diào)節(jié):振幅可在調(diào)整過(guò)程中瞬間增加或減少����,也可微調(diào),有效防止大小膠件均能完美焊接 ,有效 減少激穿�、燙傷等�����。不良品振幅的設(shè)置范圍10%~100%
9�����、 配方調(diào)用:可把每個(gè)模具焊接產(chǎn)品時(shí)的最佳參數(shù)組儲(chǔ)存到對(duì)應(yīng)的編號(hào)���,下次使用時(shí)可直接選擇儲(chǔ)存有參數(shù)的編號(hào)使用����,各個(gè)部分參數(shù)即可恢復(fù)儲(chǔ)存時(shí)的參數(shù)
10、 焊接記錄查詢�,支持下載功能。
8����、 第二章 機(jī)器安裝
一、機(jī)器安裝
1. 將熔接機(jī)放置于作業(yè)臺(tái)上�����,將發(fā)振箱放置于機(jī)體附近操作員易于觀察及調(diào)整之處��。(作業(yè)臺(tái)需可承受150kg之力�����,高度約600~800mm����,且不可放置在潮濕或多壓之場(chǎng)所。)
2. 發(fā)振箱與機(jī)體聯(lián)結(jié):將機(jī)體之輸出電纜插頭及控制電纜插頭接于發(fā)振箱插座上����。
3. 接空壓源:將高壓氣壓管引清凈干燥之空氣源與熔接機(jī)體上空氣濾清器入口接頭以管束結(jié)合鎖緊�����。(空壓源壓力為6~8kg/cm�����。)
5.接電源:發(fā)振箱后面之電源線及插頭��,請(qǐng)接上AC220V�����,50HZ電源����。
二�����、各部調(diào)
9��、整及熔接前準(zhǔn)備工作:
1. 裝焊頭:
(1) 先將換能器及焊頭(HORN)以及焊頭螺絲����,以酒精或汽油擦洗干凈,再將焊頭螺絲及換能器����,焊頭結(jié)合面抹上一曾薄薄的黃油脂再將焊頭螺絲鎖于焊頭上。注意:換能器與焊頭之結(jié)合面若有損傷時(shí)��,振動(dòng)之傳達(dá)效率會(huì)遞減�,應(yīng)謹(jǐn)保養(yǎng)。
(2) 搖動(dòng)升降輪�,將機(jī)體升高至適當(dāng)位置并鎖緊把手,再緊固4支焊頭水平調(diào)整螺絲�����,將換能器固定���。
(3) 把焊頭裝上換能器���,以模具鎖緊板手旋緊(約300kg/cm之扭力),此時(shí)特別注意不讓換能器旋轉(zhuǎn)����,(若發(fā)現(xiàn)旋轉(zhuǎn)則4之焊頭水平調(diào)整螺絲要再緊固些)。
2.底模架設(shè)及焊頭調(diào)整:
(1)調(diào)整準(zhǔn)備:
10�����、
①打開(kāi)氣壓源,并調(diào)整壓力至2 kg/cm�����。
②將底模依操作最方便之方向����,平穩(wěn)置于底座上。
③調(diào)整機(jī)體升降手柄至焊頭工作面以下有100mm之空間�����。
④打開(kāi)發(fā)振箱上之總電源開(kāi)關(guān)����,此時(shí)電源指示燈亮。
⑤進(jìn)入焊接設(shè)置界面選擇“手動(dòng)”位置�。
⑥檢視焊頭下方100mm深之范圍確無(wú)物品后,再按底座上之啟動(dòng)按鈕�����,使焊頭下降在行程下方位置���。
(2)焊頭方向調(diào)整:
①放松4支水平調(diào)整螺絲�,將焊頭之方位與工作物對(duì)正�,按下啟動(dòng)按鈕,再調(diào)整機(jī)體升降使焊頭壓附工作物�����。
②調(diào)整底模前后�,左右位置使焊頭貼合工作物后,底模在操作最方便方向�。
(3)焊頭水平調(diào)整:輕拍焊頭四周,
11����、使焊頭與工作物吻合狀況后,平均固定4支水平調(diào)整螺絲��,再固定底模�。
(4) 熔接準(zhǔn)備:
①選擇開(kāi)關(guān)置于“手動(dòng)”位置,接底座上之下降/上升按鈕���,視狀況設(shè)定下降速度����,及下降/上升緩沖,工作氣壓���,并調(diào)整至升降時(shí)不致產(chǎn)生沖擊為止���。
②依工作物狀況,設(shè)定振幅大小�。按音波檢查按鈕進(jìn)行頻率鎖定。
三���、熔接操作:
1. 完成上述之各部調(diào)整及熔接前準(zhǔn)備后���,設(shè)置熔接參數(shù) 再將選擇開(kāi)關(guān)置于“自動(dòng)”位置。
2. 接熔接下降按鈕試熔接���,熔接機(jī)即可自動(dòng)熔接工作一次�����。
3. 觀察熔接工作?�?叭劢雍蠊ぷ魑镄螒B(tài)�,再調(diào)整焊頭,底模并重新設(shè)定工作壓力���,音波出力,熔接參數(shù)�����,再試熔�����,
12�、重復(fù)調(diào)整至工作物理想熔接條件。
4.設(shè)定至理想熔接條件后��,即可從事作業(yè)生產(chǎn)��,生產(chǎn)前��,首先將計(jì)數(shù)器歸零�����,并清除工作臺(tái)上不必要之物品���,再行作業(yè)���。
第三章 操作說(shuō)明
一����、RF-2615Z(2)系列超聲波發(fā)生器結(jié)構(gòu)
觸摸屏
主板
開(kāi)關(guān)
(2) 接線說(shuō)明
1�、內(nèi)部主板接線如下圖
13、
換能器負(fù)極 正極 220V 開(kāi)關(guān) 風(fēng)扇
(2)發(fā)生器外部接線如下圖
220V電源 航空插頭 15針端子插頭
(3)15針控制端子接線圖
1腳 和2接內(nèi)部是連接的����,為公共24V-
2腳 黃色 公共24V-
3腳 外部發(fā)波控制 用于長(zhǎng)發(fā)波電箱 標(biāo)準(zhǔn)塑焊機(jī)不用接
6.8腳 綠色 啟動(dòng)
7腳 紅色 停止
14、9腳 橙色 24v+
10腳 黑色 下降電磁閥 和9腳接電磁閥
11腳 白色 上升電磁閥 接上升電磁閥(深度款電磁閥4V230C專用接線,標(biāo)準(zhǔn)機(jī)器不接)
12腳 電箱故障異常輸出信號(hào) 和9腳接繼電器報(bào)警
13腳 焊接結(jié)束信號(hào) 和9腳一起接繼電器
9 10 11 12 13 14 15
1 2 3 4 5 6 7 8
15�����、 啟動(dòng)接線圖
左啟動(dòng)開(kāi)關(guān) 右啟動(dòng)開(kāi)關(guān) 急停 外部點(diǎn)動(dòng)發(fā)波
公共地線
三��、操作界面介紹
(1)連接好隨發(fā)生器配備的航空插頭��、15針端口�,電源線,急停線一定要按接線圖所示閉合���,按下電源開(kāi)關(guān)�����,顯示如下圖
16�、
(2)點(diǎn)擊進(jìn)入系統(tǒng)顯示如下圖
① ② ③ ④ ⑤
?
⑥
⑩ ⑨ ⑧ ⑦
①設(shè)備的諧振頻率。
②顯示工作時(shí)輸出的功率����。
③振幅調(diào)節(jié)按鈕����。
④輸入電源電壓。
⑤計(jì)數(shù)器��,點(diǎn)擊按鈕可清零�����。
⑥音波檢測(cè)���。
⑦進(jìn)入焊接記錄參數(shù)查詢�。
⑧模具參數(shù)配方選擇�。
17、⑨焊接參數(shù)設(shè)置�����。
⑩返回主控界面。
?報(bào)警復(fù)位鍵�����。
(3)選擇參數(shù)設(shè)置如下圖
① ② ③ ⑥
④
①焊接模式選擇區(qū)��,可擇時(shí)間�、能量、功率和深度四種焊接模式���。
②觸發(fā)方式選擇����,可選擇時(shí)間觸發(fā)或者深度觸發(fā)�。
③焊接參數(shù)設(shè)置區(qū),點(diǎn)擊數(shù)字進(jìn)入
18�����、設(shè)置狀態(tài)��。
④手動(dòng)���、自動(dòng)按鈕��,安裝模具時(shí)選擇手動(dòng)模式�,安裝完成后選擇自動(dòng)模式。
⑤焊頭停止區(qū)域監(jiān)測(cè)��,輔助判斷焊接產(chǎn)品是否合格����。
⑥顯示焊頭所受到的推力�。
(4) 配方調(diào)用
先把模具編號(hào),再把模具焊接產(chǎn)品時(shí)的最佳參數(shù)組儲(chǔ)存到對(duì)應(yīng)的編號(hào)�,下次使用該模具時(shí)可直接選擇儲(chǔ)存有參數(shù)的對(duì)應(yīng)編號(hào)使用,各個(gè)部分參數(shù)即可恢復(fù)儲(chǔ)存時(shí)的參數(shù)�。配方調(diào)用大大提高了調(diào)模的效率,儲(chǔ)存參數(shù)及使用如下圖
① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨
19��、
①編號(hào):參數(shù)儲(chǔ)存編號(hào)與模具編號(hào)一致�����。
②模式:數(shù)字代表焊接模式�,0為時(shí)間焊接1為能量焊接2為功率焊接3為絕對(duì)深度焊接。
③觸發(fā):0為時(shí)間觸發(fā)1為深度觸發(fā)�。
④⑤⑥參數(shù):焊接參數(shù)
⑦⑧深度上下限:焊頭停止區(qū)域監(jiān)測(cè)��,輔助判斷焊接產(chǎn)品是否合格�。
⑨振幅��。
保存:選擇任意編號(hào)再點(diǎn)擊保存即可儲(chǔ)存當(dāng)前正在使用的焊接參數(shù)��。
使用:選擇需要的編號(hào)參數(shù)組點(diǎn)擊使用��,當(dāng)前焊接參數(shù)即會(huì)自動(dòng)恢復(fù)為此編號(hào)上的參數(shù)���。
(5)記錄查詢?nèi)鐖D
第四章 故障排除
一����、故障排除
(1) 發(fā)生器正常情況下主控
20����、界面如下
①此按鈕顯示為檢查振子是否與發(fā)生器連接,振子兩端接線是否接
觸良好���。顯示為或者��,如對(duì)產(chǎn)品焊接有影響�����,請(qǐng)安裝穩(wěn)壓器�����。
顯示為需更換功率管或者是換能器正負(fù)極接反�。顯示為是保險(xiǎn)絲燒斷。
②此按鈕顯示為換能器或者模具損壞�,顯示為表示換能器阻抗特殊,需單獨(dú)調(diào)配����。
③此按鈕顯示為輸出最大電流過(guò)載,減小振幅或者降低氣壓即可���。如顯示則需更換模具或者換能器。
④此按鈕顯示為急停線沒(méi)有閉合�����,檢查急停開(kāi)關(guān)是否出現(xiàn)脫落或者接觸不良���。
⑤此按鈕顯示為需進(jìn)行音波檢測(cè)��。
二��、 注意事項(xiàng)及設(shè)備維護(hù)
(一)注意事項(xiàng)
1
21���、.本機(jī)請(qǐng)勿置于潮濕或多壓及過(guò)熱之場(chǎng)所�����, 機(jī)器上方勿放置流體物��, 平時(shí)注意整潔�����, 隨時(shí)擦拭��,
但不可使用液體清洗����。
2. 發(fā)振時(shí)請(qǐng)勿接觸焊頭�,以免灼傷,自動(dòng)操作中遇危險(xiǎn)請(qǐng)按急停按鈕(STOP) �。
3.在操作時(shí)(有負(fù)荷狀態(tài)) ,電流超載報(bào)警���,需降低壓力���,減小振幅���,若經(jīng)過(guò)調(diào)整,仍不能降下時(shí)�����,請(qǐng)聯(lián)絡(luò)本公司處理�。
4.本機(jī)之振動(dòng)子及發(fā)振機(jī)內(nèi)有高壓線路, 除了外部作業(yè)調(diào)整之外���, 使用客戶請(qǐng)勿做機(jī)內(nèi)之修護(hù)����。
5.空壓源注意清潔����,本機(jī)之空氣濾清器(AIR FILTER)內(nèi)若有滯留�����。
的水請(qǐng)隨時(shí)排除�����,如水分過(guò)多時(shí)則須時(shí)常清理空壓機(jī)之水分。
6.接地線需接地�����,且不可接于電源
22�����、之“地線”上��,以防止高壓漏電���。
12.振動(dòng)子及變幅桿不可做超過(guò) 360°之旋轉(zhuǎn)�����,以免扭斷高壓線�。
(二) 設(shè)備保養(yǎng)與維護(hù):
1.焊頭�����、底模及工作物常保持清潔。
2.定期檢查電纜接頭是否松動(dòng)���。
3.定期清洗空氣濾清器�,應(yīng)使用清潔劑或水�����,不可使用發(fā)揮性之溶劑��。
4.機(jī)械定期擦拭��,但不可使用液體清洗���,發(fā)振箱上方勿重壓或放置流體物���。
5.工作場(chǎng)所保持空氣暢通,周圍溫度不可過(guò)高���。 (40℃以下) �����。
6.升降溝槽、螺桿等定期抹黃油脂,并保持清潔�����。
7.搬連機(jī)器時(shí)��,發(fā)振箱應(yīng)與機(jī)體分離(拆開(kāi)電纜插座) �����,搬連須小心�����,勿受撞擊�。
8.長(zhǎng)時(shí)間不使用時(shí),請(qǐng)將本機(jī)外觀擦拭�����,上油保養(yǎng)�,并蓋上附機(jī)之封套,置于干燥通風(fēng)場(chǎng)所�����。
9.每月應(yīng)打開(kāi)控制箱上蓋,用干凈不帶水分空氣槍����,清除箱內(nèi)粉塵,以保持零件散熱通風(fēng)之良����。
專心---專注---專業(yè)
 超聲波焊接機(jī)-超聲波塑料焊接機(jī)(天津閏豐)操作說(shuō)明
超聲波焊接機(jī)-超聲波塑料焊接機(jī)(天津閏豐)操作說(shuō)明