《《數(shù)控加工技術(shù)》期末試題1DOC(總26頁(yè))》由會(huì)員分享�����,可在線閱讀,更多相關(guān)《《數(shù)控加工技術(shù)》期末試題1DOC(總26頁(yè))(26頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、五���、編程(40分)
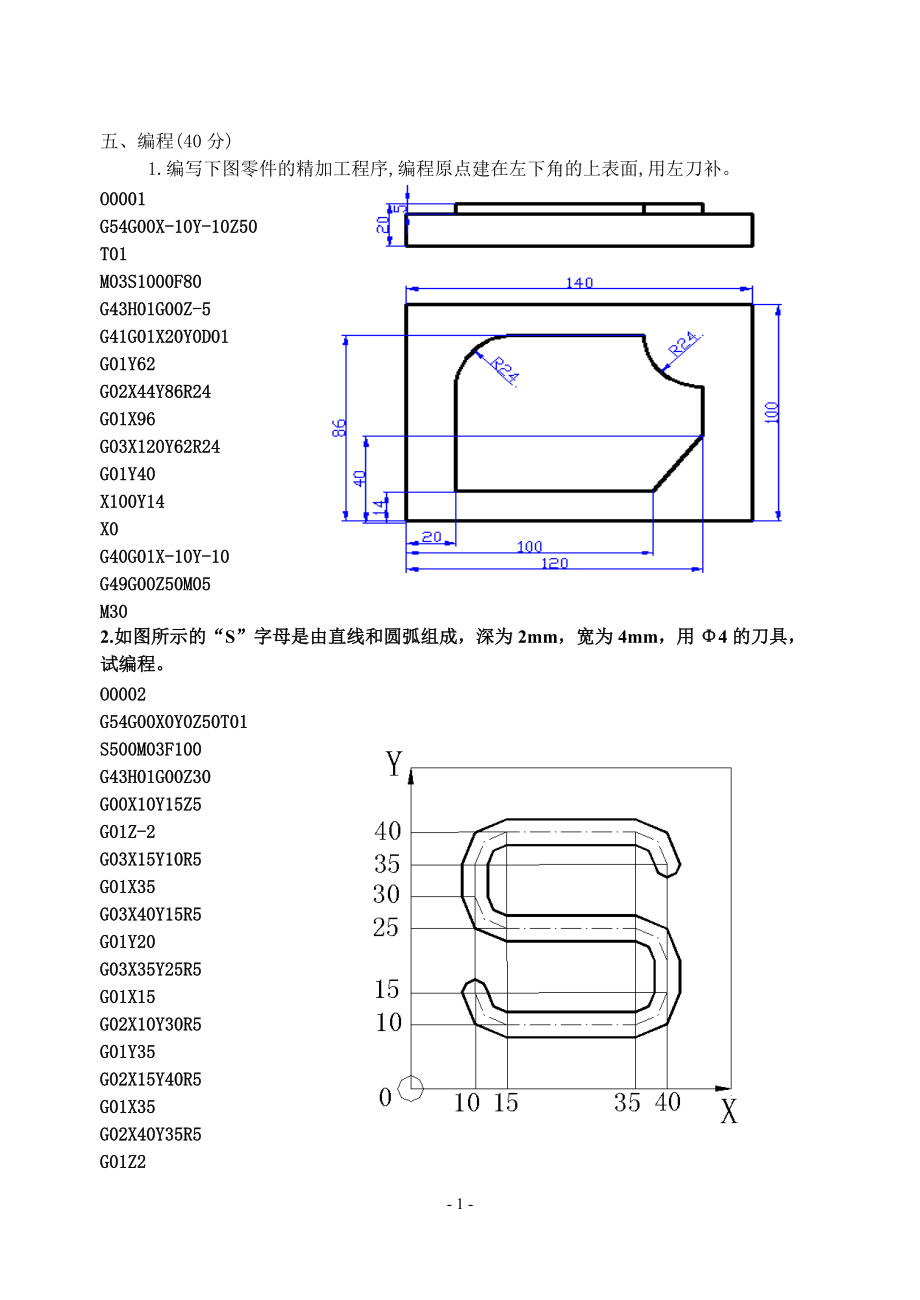
1.編寫(xiě)下圖零件的精加工程序,編程原點(diǎn)建在左下角的上表面,用左刀補(bǔ)��。
O0001
G54G00X-10Y-10Z50
T01
M03S1000F80
G43H01G00Z-5
G41G01X20Y0D01
G01Y62
G02X44Y86R24
G01X96
G03X120Y62R24
G01Y40
X100Y14
X0
G40G01X-10Y-10
G49G00Z50M05
M30
2.如圖所示的“S”字母是由直線和圓弧組成,深為2mm��,寬為4mm��,用Φ4的刀具����,試編程。
O0002
G54G00X0Y0Z50T01
S500M0
2�、3F100
G43H01G00Z30
G00X10Y15Z5
G01Z-2
G03X15Y10R5
G01X35
G03X40Y15R5
G01Y20
G03X35Y25R5
G01X15
G02X10Y30R5
G01Y35
G02X15Y40R5
G01X35
G02X40Y35R5
G01Z2
G00G49Z50
G00X0Y0M05.
M30
3.用Φ6的刀具銑如圖所示“X、Y���、Z”三個(gè)字母����,深度為2mm�,試編程���。工件坐標(biāo)系如圖所示,設(shè)程序啟動(dòng)時(shí)刀心位于工件坐標(biāo)系的(0��,0����,100)處,下刀速度為50mm/min�����,切削速度為150mm/min��,主軸
3���、轉(zhuǎn)速為1000r/min���,編程過(guò)程中不用刀具半徑補(bǔ)償功能。
O0003
G54G00X0Y0Z100
T01
M03S1000
G43H01G00Z5
G00X10Y10
G01Z-2F50
G01X30Y40F150
Z2
G00X10
G01Z-2F50
X30Y10F150
Z2
G00X40Y40
G01Z-2F50
X50Y25F150
Y10
Z2
G00Y25
G01Z-2F50
X60Y40F150
Z2
G00X70
G01Z-2F50
X90F150
X70Y10
X90
Z2
G00X0Y0
G49G00Z100
4��、M05
M30
4.如圖所示�����,零件上有4個(gè)形狀、尺寸相同的方槽�,槽深2mm,槽寬10mm��,未注圓角R5����。試用子程序編程。
設(shè)工件坐標(biāo)系位于工件左下角的上表面�,Ф10的端銑刀具的初始位置(0,0�����,100)處����。編制程序����。
O0004
G54G00X0Y0Z100
T01
G43H01G00Z50
M03S500
G00X30Y15Z5
M98P0002
G00X100Y15
M98P0002
G00X30Y65
M98P0002
G00X100Y65
M98P0002
G00X0Y0
G49G00Z100M05
M30
O0002
G91G01Z-7F
5、100
Y30
X50
Y-30
X-50
Z7
G90
M99
5. 編寫(xiě)下圖零件的精加工程序,編程原點(diǎn)建在工件左下角上表面處�����。工件厚度為2mm。
O0005
G54G00X-10Y-10Z100
T01
M03S500
G43G00Z5H01
G01Z-2F100
G41G01X0Y-5D01
Y40
X40Y60
G02X80Y20R40
G02X60Y0R20
G01X-5
G40G00X-10Y-10
G49G00Z100M05
M30
6. 編寫(xiě)下圖零件外輪廓的精加工程序,編程原點(diǎn)建在中心上表面處,工件厚度為5mm.
O0006
6��、G54G00X-130Y-70Z100
T01
M03S1000
G43G00Z5H01
G01Z-5F100
G41G01X-120Y-65D01
Y60
X-80
G03X-30Y60R25
G01Y80
G02X30Y80R30
G01Y60
G03X80Y60R25
G01X120
Y-20
X50Y-60
X-125
G40G01X-130Y-70
G49G00Z100M05
M30
7. 編寫(xiě)下圖零件內(nèi)輪廓的精加工程序,刀具半徑為8mm,編程原點(diǎn)建在工件中心上表面���,用左刀補(bǔ)加工����。
00007
N05G54G00X0Y0Z100
T01
7�����、
N10M03S500
G00G43H01Z5
G01Z-5F100
G41G01X40Y0D01F200
Y30
X-40
Y-30
X40
Y2
G40G01X0Y0
G49G00Z100M05
M30
8. 編寫(xiě)下圖零件內(nèi)輪廓的精加工程序,編程原點(diǎn)建在工件中心上表面�����,用右刀補(bǔ)����。
00008
G54G00X0Y0Z100
T01
M03S1000
G43H01G00Z5
G01Z-5F100
G42G01X0Y15D01
X20
G02X20Y-15R15
G01X-20
G02X-20Y15R15
G01X2
G40G00X0Y0
G4
8、9G00Z100M05
M30
9�、用直徑為6mm銑刀銑出下圖所示的三個(gè)字母,深度為2mm�����,試編程。
(編程坐標(biāo)原點(diǎn)設(shè)在平板的左下角上表面處���,編程過(guò)程中不用刀具半徑補(bǔ)償功能�����。)
O0009
N0010 G54X0Y0Z100
N0015 T01
N0020 M03S1000
N0025 G43H01G00Z2
N0030 X15 Y35
N0040 G01 Z-2 F60
N0050 X45 F100
N0060 G03 X45 Y55 I0 J10
N0070 G01 X15
N0080 Y15
N0090
9���、 X45
N0100 G03 X45 Y35 I0 J10
N0110 G00 Z2
N0120 X110 Y35
N0130 G01 Z-2 F60
N0140 G03 X110 Y35 I-20 J0 F100
N0150 G00 Z2
N0160 X125 Y25
N0170 G01 Z-2 F60
N0180 G03 X135 Y15 I10 J0 F100
N0190 G01 X155
N0200 G03 X155 Y35 I0 J10
N0210 G01 X135
N0
10、220 G02 X135 Y55 I0 J10
N0230 G01 X155
N0240 G02 X165 Y45 I0 J-10
N0250 G49 G00 Z100
N0260 X0 Y0
N0270 M30
10��、(1)使用R利用絕對(duì)值編程和相對(duì)值編程編制下圖中圓弧a和圓弧b的程序����。
(2)使用I,J利用絕對(duì)值編程和相對(duì)值編程編制下圖中圓弧a和圓弧b的程序
(1)圓弧a
G90 G02 X0 Y30 R30 F300
G91 G02 X30 Y30 R30 F300
圓弧b
G90 G02 X0 Y30 R-3
11���、0 F300
G91 G02 X30 Y30 R-30 F300
(2) 圓弧a
G91 G02 X30 Y30 I30 J0 F300
G90 G02 X0 Y30 I30 J0 F300
圓弧b
G91 G02 X30 Y30 I0 J30 F300
G90 G02 X0 Y30 I0 J30 F300
11����、某零件的外形輪廓如圖所示�,厚度為2mm。刀具:直徑為 12mm的立銑刀,安全平面距離零件上表面 5mm�����,輪廓外形的延長(zhǎng)線切入切出。要求:用刀具半徑補(bǔ)償功能手工編制精加工程序��。
參考程序如下
O0011
G54G00X10Y-10Z100
T01
12�、
M03S1000
G43G00Z5H01
G01Z-2F100
G42G01X0Y-5D01
Y50
G02X-50Y100R50
G01X-100
X-110Y40
X-130
G03X-130Y0R20
G01X5
G40G01X10Y-10
G49G00Z100M05
M30
12.如圖所示零件上有兩排形狀尺寸相同的正方形凸臺(tái),高5mm����,試用子程序編寫(xiě)精加工程序。
O0012
G54G00X0Y0Z50
T01
G43H01G00Z5
13�����、
M03S500
M98P30001
G00X0Y60
M98P30001
G00X0Y0
G49G00Z50M05
M30
O0001
G91G01Z-10F100
G41G01X20Y10D01
Y40
X30
Y-30
X-40
G40G01X-10Y-20
G00Z10
X50
G90
M99
13.如圖所示零件上有4個(gè)形狀尺寸相同的凸起�,高2.5mm,試用鏡像指令編程 �。
O0013
G54G00X0Y0Z50.0
M03S1000F150
G00Z2.0
M98P0004
14、G51X0Y0I-1000J1000
M98P0004
G51X0Y0I-1000J-1000
M98P0004
G51X0Y0I1000J-1000
M98P0004
G50G00Z50.0
M30
O0004
G41G01X10.0Y10.0
Z-2.5
Y30.0
X20.0
G03X30.0Y20.0R10.0
G01Y10.0
X10.0
G40G01X0Y0
G00Z2.0
M99
14.用Ф4mm的刀具刻如圖所示形狀����,深2mm,試用旋轉(zhuǎn)指令編程 ��。
O0014
G54G00X0Y0Z50.0
M03S500F150
G00Z2.0
15、
M98P0056
G68X0Y0R90.0
M98P0056
G68X0Y0R180.0
M98P0056
G68X0Y0R270.0
M98P0056
G69G00Z50.0
M30
O0056
G01Z-2.0
X60.0Y16.0
G02X16.0Y60.0R44.0
G01X0Y0
G00Z2.0
M99
15.用Φ10的鉆頭鉆圖所示四孔�����,若孔深為10mm用G81指令�,試用循環(huán)方式編程。設(shè)工件坐標(biāo)系原點(diǎn)在工件上表面圖��,刀具的初始位置位于工件坐標(biāo)系的(0�,0,100)處����,編寫(xiě)程序。
O0015
G54G00X0Y0Z100
T01
M03S
16�、800
G43G00Z50H01
G91G98G81X20Y10Z-15R-45K4F100
G80G90G00X0Y0
G49G00Z100M05
M30
16..編寫(xiě)下圖零件的精加工程序。工件坐標(biāo)系原點(diǎn)建在工件右端面中心��。
O0001
N05 T0101
N10M03S800
N15G00X14Z5
N20G01Z0F0.1
N25X16Z-1
N30Z-15
N35G03X26Z-20R5
N40G01Z-27
N45G02X34Z-35R10
N50G01Z-50
N60G00X50Z50M05
N65M02
17. 編寫(xiě)下圖零件的精加工程序��。工
17���、件坐標(biāo)系原點(diǎn)建在工件右端面中心。
O0002
N05 T0101
N10 M03 S500
N15 G00 X18 Z5
N20 G01 Z-20 F0.3
N25 X34
N30 Z-75
N35 G00 X50 Z50 M05
N40 M02
18. 編寫(xiě)下圖零件的精加工程序���。工件坐標(biāo)系原點(diǎn)建在工件右端面中心�����。
O0003
N05 T0101
N10M03S500
N15G00X14Z5
N20G01Z0F0.3
N25X18Z-2
N30Z-20
N35X31
N40X34Z-21.5
N45Z-75
N50G00X50Z50M05
N55M0
18�、2
19.編寫(xiě)下圖零件的精加工程序。割刀寬度為5mm,工件坐標(biāo)系原點(diǎn)建在工件右端面中心����。
O0004
N10 T0101
N20 S500 M03
N30 G00 X20Z5
N40 G01Z0F0.3
N50 X23.85Z-2
N60 Z-30
N70 X28
N80 Z-65
N90 X32
N100 G00X50Z50M05
N110 T0202
N120 M03S300
N130 G00X30Z-30
N140 G01X18
N150 G04X2
N160 G01X30
N170 G00X50Z50M05
N180 T0303
19、
N190 M03S800
N200 G00X32Z5
N210 G92X22.85Z-27F1.5
N220 X22.25
N230 X22.05
N240 X21.99
N250 G00X50Z50M05
N260 M30
20.用子程序編寫(xiě)下圖零件的加工程序�����。工件毛坯直徑為30mm,用2mm寬的割刀���,工件坐標(biāo)系原點(diǎn)建在工件右端面中心���。
O0005
N05 T0101
N10 M03 S500
N20 G00 X32 Z0
N30 M98P20001
N70 G00 X50
N72 Z50 M05
N75 M02
20、
子程序如下:
O0001
N05 G01 W-12 F0.1
N10 U-12
N15 G04 X2
N20 G01 U12
N25 W-8
N30 U-12
N35 G04 X2
N40 G01 U12
N50 M99
21. 編寫(xiě)下圖零件的精加工程序�����。工件坐標(biāo)系原點(diǎn)建在工件右端面中心�。
O0006
N10 T0101
N20 S500 M03
N30 G00 X0 Z5
N40 G01 Z0 F0.1
N50 G03 X28 Z-14 R14
21����、N60 G01 X40 Z-44
N70 Z-59
N80 G02 X50 Z-64 R5
N90 G00 X80 Z50 M05
N100 M02
22. 編寫(xiě)下圖零件的粗�、精加工程序。工件毛坯直徑為45mm,工件坐標(biāo)系原點(diǎn)建在工件右端面中心��。
O0007
T0101
M03S800
G00X45Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10G01X20Z0F0.1
X24Z-2
Z-20
X25
X30Z-35
Z-40
G03X42Z-46R6
N20G01Z-60
G00X
22��、80Z80M05
M00
T0202
M03S1000
G00X45Z5
G70P10Q20
G00X80Z80M05
M30
23. 編寫(xiě)下圖零件的粗����、精加工程序。工件毛坯直徑為45mm,割刀寬度為5mm,工件坐標(biāo)系原點(diǎn)建在工件右端面中心��。
O0008
T0101
M03S500
G00X45Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10G01X20Z0F0.1
X23.8Z-2
Z-25
X28
X34Z-33
Z-44
G02X42Z-48R4
N20G01Z-60
G00X80Z80M05
M00
M03S10
23����、00
G00X45Z5
G70P10Q20
G00X80Z80M05
M00
T0202
M03S350
G00X30Z-25
G01X20F0.1
X30
Z-23
X20
G04X2
G01Z-25
X30
G00X80Z80M05
M00
T0303
M03S500
G00X28Z5
G92X22.8Z-21F2
X22
X21.52
X21.32
G00X80Z80M05
M30
24. 編寫(xiě)下圖零件的粗、精加工程序�����。工件毛坯直徑為45mm,割刀寬度為5mm,工件坐標(biāo)系原點(diǎn)建在工件右端面中心����。
O0009
T0101
M03S5
24�、00
G00X45Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10G01X0Z0F0.1
G03X24Z-12R12
G01Z-15
X26
X29.8Z-17
Z-35
X30
G02X38Z-53.974R47
G01X42Z-57
N20Z-71
G00X80Z80M05
M00
M03S1000
G00X45Z5
G70P10Q20
G00X80Z80M05
M00
T0202
G00X32Z-35
G01X26F0.1
G04X2
G01X35
G00X80Z80M05
M00
T0303
G00X35
25���、Z-12
G92X28.8Z-32F2
X28
X27.52
X27.32
G00X50Z50M05
M30
25、編寫(xiě)下圖零件的粗����、精加工程序。工件毛坯直徑為45mm,工件坐標(biāo)系原點(diǎn)建在工件右端面中心����。
O0010
T0101
M03S800
G00X42Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10 G01X0Z0
G03X18Z-9R9
G01Z-15
X21
X24Z-16.5
Z-25
X28
G01X34Z-33
Z-43
G02X42Z-47R4
N20G01Z-60
G00X50Z50M05
M00
26、
T0202
M03S1000
G00X45Z5
G70P10Q20
G00X50Z50M05
M30
26. 編寫(xiě)下圖零件的粗��、精加工程序�����。
O0011
T0101
M03S800
G00X65Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10 G01X30Z0
Z-15
X60Z-30
N20Z-40
G00X50Z50M05
M00
T0202
M03S1000
G00X65Z5
G70P10Q20
G00X50Z50M05
M30
27.編寫(xiě)下圖零件的粗����、精加工程序。工件坐標(biāo)系原點(diǎn)建在工件右端面中心�。
O0012
27、
T0101
M03S800
G00X65Z5
G71U2R2
G71P10Q20U0.5W0.1F0.3
N10 G01X0Z0
X15Z-15
Z-25
G02X23Z-29R4
G01X28Z-55
G03X38Z-60R5
N20G01Z-75
G00X50Z50M05
M00
T0202
M03S1000
G00X65Z5
G70P10Q20
G00X50Z50M05
M30
30. 編寫(xiě)下圖零件的精加工程序����。
O0013
N05M03S800T0101
N10G00X0Z15
N13G01X0Z10F0.1
N15G03X20Z0
28�、R10
N20G01Z-20
N25X40Z-30
N35G03X40Z-70R40
N40G01Z-80
N45X70Z-95
N50Z-112
N55X75
N60G00X80Z100M05
N65M02
31. 編寫(xiě)下圖零件的精加工程序�。工件坐標(biāo)系原點(diǎn)建在工件右端面中心。
O0014
N05M03S800T0101
N10G00X14Z5
N15G01Z-15F0.1
N20X24
N25X40Z-33
N30W-15
N35G03W-20R12
N40G01Z-20
N45X50
N50W-25
N55X55
N60G00X80Z100M0
29��、5
N65M30
《數(shù)控加工技術(shù)》試題A卷
班級(jí) 姓名
題號(hào)
一
二
三
四
總分
得分
一��、填空題(每空1分���,共35分)
1���、數(shù)控系統(tǒng)隨著微電子技術(shù)的發(fā)展,先后經(jīng)歷了__ 代���,前三代稱(chēng)作硬接線數(shù)控簡(jiǎn)稱(chēng) 系統(tǒng)����,后二代由計(jì)算機(jī)
軟件控制,簡(jiǎn)稱(chēng) 系統(tǒng)����。
2、數(shù)控設(shè)備主要由 �, �����, ��,
, ���, 等組成
3�����、帶有
30�、自動(dòng)換刀系統(tǒng)����,并能在一次裝夾工件后,自動(dòng)連續(xù)完成銑���、鉆�、鏜�、攻螺紋等加工的數(shù)控機(jī)床稱(chēng)為 。
4���、數(shù)控車(chē)床按主軸位置可分為 和 數(shù)控車(chē)床���;按加工零件的基本類(lèi)型可分為 和
數(shù)控車(chē)床����;按刀架數(shù)量可分為 和
數(shù)控車(chē)床�。
5、數(shù)控機(jī)床伺服控制方式分三類(lèi) �, ,
�����。
6�、確定下列基本坐標(biāo)代號(hào)及方向。
7���、在FANUC系統(tǒng)數(shù)控車(chē)床的編程中G73是指
31��、 ����,
它特別適合于 的粗車(chē)。
8���、圓弧插補(bǔ)時(shí)��,通常把與時(shí)鐘走向一致的圓弧叫 ��,
反之稱(chēng)為 ���。
9�����、程序的結(jié)構(gòu)由 ����, , 組成���。
10�、NC機(jī)床的含義是數(shù)控機(jī)床�,DNC的含義是 ,
FMS的含義是 ����,CIMS的含義是 ���。
11、坐標(biāo)判定時(shí)�,Z軸平行于回轉(zhuǎn)軸線,正方向?yàn)檫h(yuǎn)離工件方向時(shí)�����,主運(yùn)動(dòng)是 ��;Z軸垂直于安裝表面�,正方向?yàn)檫h(yuǎn)離工件方向時(shí),
32��、主運(yùn)動(dòng)是 �����。
二����、判斷題(每題1分,共15分)
1�、規(guī)定平行于主軸軸線的坐標(biāo)為X軸。 ( )
2、數(shù)控編程時(shí)可采用絕對(duì)值編程��,增量值編程或混合編程����。( )
3、數(shù)控裝置接到執(zhí)行的指令信號(hào)后����,即可直接驅(qū)動(dòng)伺服電動(dòng)機(jī)進(jìn)行
工作。 ( )
4����、一般情況下半閉環(huán)控制系統(tǒng)的精度高于開(kāi)環(huán)系統(tǒng)。 ( )
5����、數(shù)控機(jī)床單工作臺(tái)����,使用多工位夾具,在加工過(guò)程中��,為了提高
效率����,可以進(jìn)行工件的裝卸����。
33�����、 ( )
6����、工件安裝在卡盤(pán)上,機(jī)床坐標(biāo)系與編程坐標(biāo)系相重合��。 ( )
7�、數(shù)控機(jī)床的性能在很大程度上取決于伺服驅(qū)動(dòng)系統(tǒng)的性能。 ( )
8��、恒線速控制的原理是當(dāng)工件的直徑越大���,進(jìn)給速度越慢���。 ( )
9、數(shù)控機(jī)床進(jìn)給運(yùn)動(dòng)的特點(diǎn)為速度快且消耗動(dòng)力大����。 ( )
10��、在數(shù)控機(jī)床上一般取刀具接近工件的方向?yàn)檎较颉? ( )
11�、不同的數(shù)控機(jī)床可能選用不同的數(shù)控系統(tǒng)��,但數(shù)控加工程序指
令都是相同的����。 ( )
12、通常在命名或編程時(shí)���,不論何種機(jī)床��,都一律假定工
34�、件靜止刀
具移動(dòng)�����。 ( )
13�、順時(shí)針圓弧插補(bǔ)(G02)和逆時(shí)針圓弧插補(bǔ)(G03)的判別方向是:沿著不在圓弧平面內(nèi)的坐標(biāo)軸正方向向負(fù)方向看去�����,順時(shí)針?lè)较驗(yàn)镚02,逆時(shí)針?lè)较驗(yàn)镚03����。 ( )
14、刀具補(bǔ)償功能包括刀補(bǔ)的建立���、刀補(bǔ)的執(zhí)行和刀補(bǔ)的取消三個(gè)
階段�����。 ( )
15�、機(jī)床參考點(diǎn)是數(shù)控機(jī)床上固有的機(jī)械原點(diǎn)����,該點(diǎn)到機(jī)床坐標(biāo)原點(diǎn)在進(jìn)給坐標(biāo)軸方向上的距離可以在機(jī)床出廠時(shí)設(shè)定。 (
35���、 )
三����、解答題(每題4分�,共20分)
1、簡(jiǎn)述加工中心的換刀過(guò)程���。
答:
2��、電火花加工的原理
答:
3��、機(jī)床坐標(biāo)系和工件坐標(biāo)系的區(qū)別是什么���?
答:
4����、參考點(diǎn)的作用是什么�?
答:
5、什么情況下數(shù)控系統(tǒng)會(huì)失去對(duì)機(jī)床參考點(diǎn)的記憶����?
答:
四、編制零件的加工程序(共30分)
要求:編制如下圖所示零件的加工程序�����,材料為45號(hào)鋼���,棒料直徑為30mm。機(jī)夾車(chē)刀(硬質(zhì)合金可轉(zhuǎn)位刀片)為1號(hào)刀�����;寬為3mm的硬質(zhì)合金焊接切槽刀為2號(hào)刀;60硬質(zhì)合金機(jī)夾螺紋刀為3號(hào)刀����。
36、
37���、
38���、
39、
40���、
參 考 答 案
一����、填空題
1����、五 硬件式 軟件式
2、機(jī)床主體 輸入裝置 數(shù)控裝置 伺服系統(tǒng) 反饋系統(tǒng)
程序載體
3���、加工中心
4���、立式 臥式 頂尖式 卡盤(pán)式 單刀架 雙刀架
5����、開(kāi)環(huán)控制系統(tǒng) 閉環(huán)控制系統(tǒng) 半閉環(huán)控制系統(tǒng)
6���、Y X Z Y
7�、固定形狀粗車(chē)循環(huán)指令 仿型循環(huán)
8��、順圓弧插補(bǔ) 逆圓弧插補(bǔ)
9�、 程序名 程序段 相應(yīng)的符號(hào)
10、 計(jì)算機(jī)群控系統(tǒng) 柔性制造系統(tǒng)
41���、計(jì)算機(jī)集成制造系統(tǒng)
11�����、旋轉(zhuǎn) 直線
二�、判斷題
1���、 2���、√ 3���、 4����、√ 5、 6���、 7��、√ 8����、
9�、 10、 11���、 12��、√ 13���、√ 14、√ 15、√
三�����、解答題
1��、接受指令→刀套下轉(zhuǎn)90→機(jī)械手動(dòng)作→換刀執(zhí)行
→刀套上轉(zhuǎn)90
2����、在加工過(guò)程中,使工具和工件之間不斷產(chǎn)生脈沖性的火花放電�����,靠放電產(chǎn)生的局部�����、瞬間的高溫將金屬蝕除下來(lái)����。
3、機(jī)床坐標(biāo)系是機(jī)床上固有的坐標(biāo)系�����,機(jī)床坐標(biāo)系的方位是參考機(jī)床上的一些基準(zhǔn)確定的。機(jī)床上有一些固定的基準(zhǔn)線���,如主軸中心線�,固定的基準(zhǔn)面���,如工作臺(tái)面、
42���、主軸端面�、工作臺(tái)側(cè)面���、導(dǎo)軌面等���,不同的機(jī)床有不同的坐標(biāo)系。
工件坐標(biāo)系是編程人員在編程和加工時(shí)使用的坐標(biāo)系����,是程序的參考坐標(biāo)系,工件坐標(biāo)系的位置以機(jī)床坐標(biāo)系為參考點(diǎn)����,一般在一個(gè)機(jī)床中可以設(shè)定6個(gè)工作坐標(biāo)系。
4、數(shù)控裝置通電時(shí)并不知道機(jī)床零點(diǎn)位置�,為了正確地在機(jī)床工作時(shí)建立機(jī)床坐標(biāo)系,通常在每個(gè)坐標(biāo)軸的移動(dòng)范圍內(nèi)設(shè)置一個(gè)機(jī)床參考點(diǎn)���。
5�、機(jī)床關(guān)機(jī)后重新接通電源時(shí)
機(jī)床解除急停狀態(tài)后
機(jī)床超程報(bào)警解除后
四����、編制零件的加工程序。
O1234(可變化)
%1234(可變化)
M03 S800(可變化)
T0101
G00 X32 Z3 (可變化)
G71 U1.
43����、5 R1 P1 Q2 X0.3 Z0.3 F400(可變化)
N1 G01 X8 Z0 F300
X12 Z-2
Z-18
X16 Z-36
Z-46
X19
X21 Z-47
Z-56
G02 X21 Z-76 R20
G01 Z-84
X25
N2 Z-114
G00 X35(可變化)
Z5(可變化)
T0202
G00 X20 Z-18(可變化)
G01 X9 F50
G00 X35(可變化)
Z5(可變化)
T0303
G00 X14 Z3(可變化)
G82 X11.2 Z-17 F2
G82 X10.6 Z-17 F2
G82 X10.2 Z-17 F2
G82 X10.04 Z-17 F2
G00 X35(可變化)
Z5(可變化)
M30
- 26 -
 《數(shù)控加工技術(shù)》期末試題1DOC(總26頁(yè))
《數(shù)控加工技術(shù)》期末試題1DOC(總26頁(yè))