《七年級(jí)歷史(上)第9課《中華文化的勃興二》教學(xué)案(人教新課標(biāo)版)》由會(huì)員分享���,可在線閱讀�����,更多相關(guān)《七年級(jí)歷史(上)第9課《中華文化的勃興二》教學(xué)案(人教新課標(biāo)版)(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、
【學(xué)習(xí)目標(biāo)】:
1�����、重點(diǎn)掌握孔子的政治思想和教育成就����,了解老子及其他思想家和軍事家的主張
2、將春秋戰(zhàn)國(guó)時(shí)期��、經(jīng)濟(jì)��、政治思想聯(lián)系起來(lái)�,理解春秋戰(zhàn)國(guó)時(shí)期是一個(gè)大變革時(shí)代
3����、通過(guò)學(xué)習(xí)孔子的教育成就��,教育學(xué)生樹(shù)立良好的學(xué)風(fēng)�,養(yǎng)成良好的學(xué)習(xí)習(xí)慣。
【學(xué)習(xí)重點(diǎn)】孔子的政治主張和教育成就�����。
【學(xué)習(xí)難點(diǎn)】??通俗講解各位思想家的主張�����。
【學(xué)習(xí)過(guò)程】:
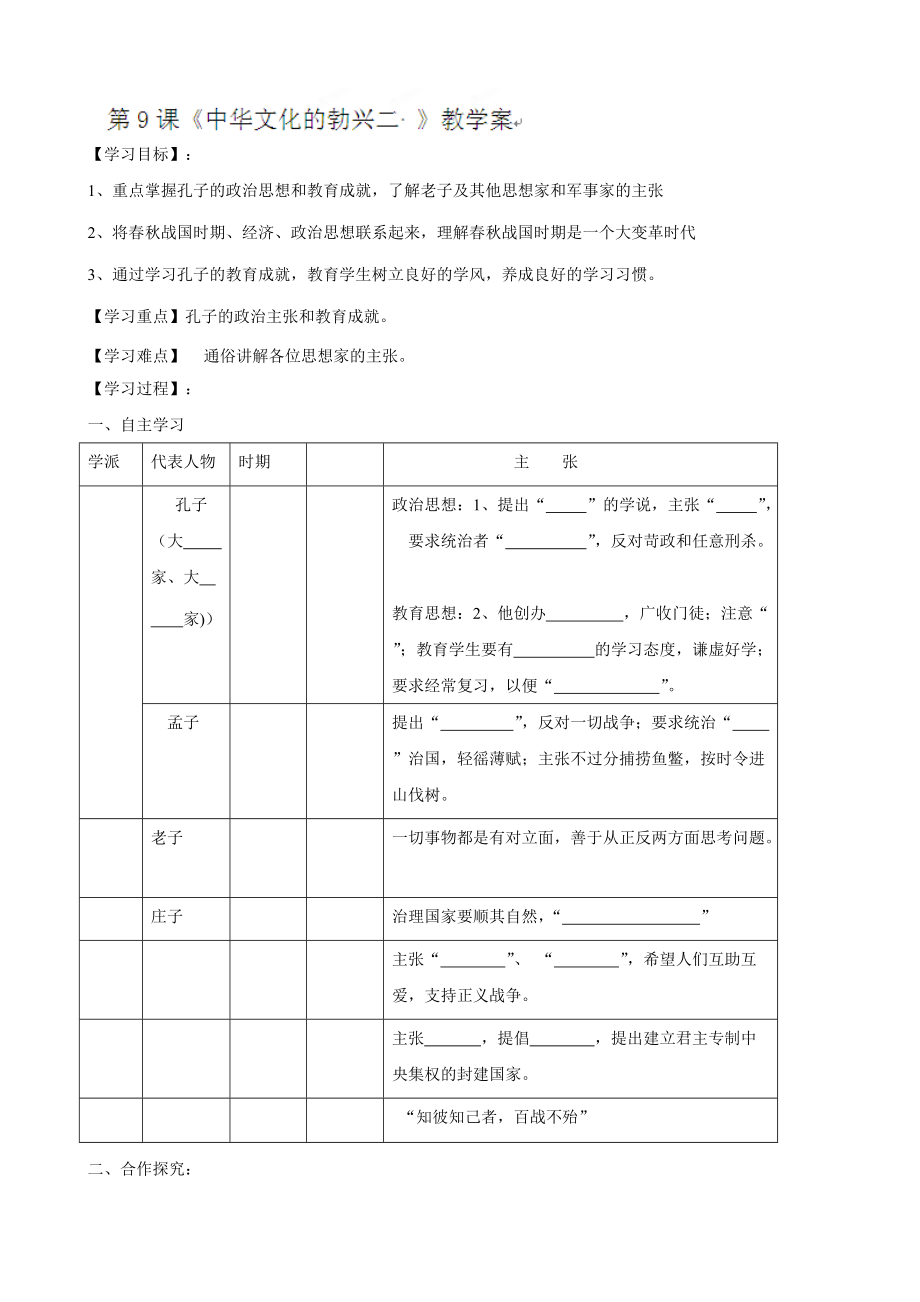
一��、自主學(xué)習(xí)
學(xué)派
代表人物
時(shí)期
主 張
孔子(大 家���、大
家))
政治思想:1、提出“ ”的學(xué)說(shuō)��,主張“ ”�����,要求統(tǒng)治者“ ”,反對(duì)苛政和任
2�、意刑殺。
教育思想:2�����、他創(chuàng)辦 ��,廣收門(mén)徒�����;注意“ ”�;教育學(xué)生要有 的學(xué)習(xí)態(tài)度,謙虛好學(xué)�����;要求經(jīng)常復(fù)習(xí)��,以便“ ”��。
孟子
提出“ ”���,反對(duì)一切戰(zhàn)爭(zhēng)�����;要求統(tǒng)治“ ”治國(guó)��,輕徭薄賦�;主張不過(guò)分捕撈魚(yú)鱉,按時(shí)令進(jìn)山伐樹(shù)��。
老子
一切事物都是有對(duì)立面����,善于從正反兩方面思考問(wèn)題。
莊子
治理國(guó)家要順其自然�����,“ ”
主張“ ”�����、 “ ”����,希望人們互助互愛(ài)���,支持正義戰(zhàn)爭(zhēng)�����。
3�、
主張 ,提倡 �,提出建立君主專制中央集權(quán)的封建國(guó)家。
“知彼知己者�����,百戰(zhàn)不殆”
二���、合作探究:
1�、諸子百家學(xué)說(shuō)中��,有哪些積極的東西值得現(xiàn)代社會(huì)吸收利用����?
2、材料:“學(xué)而時(shí)習(xí)之�,不亦說(shuō)乎?”“知之為知之����,不知為不知” “三人行����,必有我?guī)熝伞?
①上述言論出自何時(shí)期的何人���?
②他的思想對(duì)后世影響如何��?
③孔子的這三段話����,對(duì)你的學(xué)習(xí)有什么幫助或指導(dǎo)���?
(4)孔子在教育上的最大貢獻(xiàn)是什么����?
(三)鞏固訓(xùn)練
1.儒家學(xué)派的創(chuàng)始人是
A.孔子 B.顏?zhàn)? C.孟子 D.曾子
2.
4�����、下列關(guān)于老子的說(shuō)法���,不正確的是
A.姓李名耳 B.道教創(chuàng)始人 C.他的思想反映在《道德經(jīng)中》D.春秋楚國(guó)人
3.“知已知彼者���,百戰(zhàn)不殆”的軍事格言出自
A.朝非子 B.墨子 C.孫臏 D.孫武
4.主張不要過(guò)分捕撈魚(yú)鱉,按時(shí)令進(jìn)出伐樹(shù)����,持續(xù)利用自然資源的是
A.孔子 B.韓非子 C.孟子 D. 墨子
5認(rèn)為治理國(guó)家要順其自然,“無(wú)為而治”的思想家是
A.墨子 B.孟子 C.韓非子 D.莊子
6.“齒以堅(jiān)折�,舌以柔存”包含深刻的辯證法思想,此語(yǔ)出自
A.老子 B.孔子 C.莊子 D.墨子
7�、戰(zhàn)國(guó)時(shí)期出現(xiàn)“百家爭(zhēng)鳴”局面的根本原因是
A.頻繁的爭(zhēng)霸戰(zhàn)爭(zhēng) B學(xué)術(shù)繁榮 C.社會(huì)大變革 D.新興地主階級(jí)產(chǎn)生
8、成為我國(guó)幾千年封建文化正統(tǒng)思想的是
A.道家學(xué)說(shuō) B.儒家學(xué)說(shuō) C.法家學(xué)說(shuō) D.墨家學(xué)說(shuō)
 七年級(jí)歷史(上)第9課《中華文化的勃興二》教學(xué)案(人教新課標(biāo)版)
七年級(jí)歷史(上)第9課《中華文化的勃興二》教學(xué)案(人教新課標(biāo)版)