《調(diào)整偏心軸機(jī)械加工工藝設(shè)計(jì)說明書》由會(huì)員分享��,可在線閱讀�,更多相關(guān)《調(diào)整偏心軸機(jī)械加工工藝設(shè)計(jì)說明書(23頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索。
1、
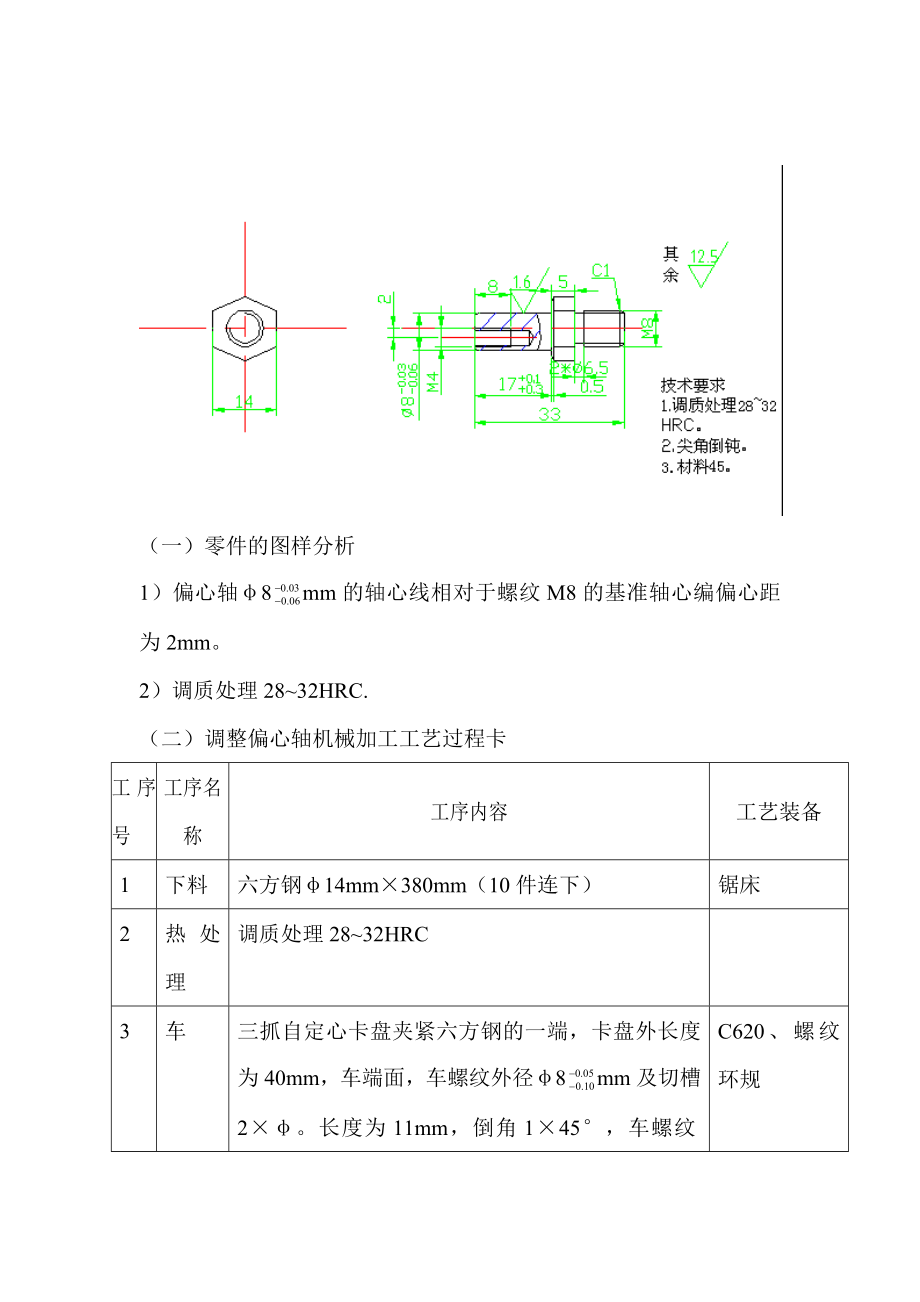
(一)零件的圖樣分析
1)偏心軸φ8mm的軸心線相對于螺紋M8的基準(zhǔn)軸心編偏心距為2mm��。
2)調(diào)質(zhì)處理28~32HRC.
(二)調(diào)整偏心軸機(jī)械加工工藝過程卡
工序號(hào)
工序名稱
工序內(nèi)容
工藝裝備
1
下料
六方鋼φ14mm×380mm(10件連下)
鋸床
2
熱處理
調(diào)質(zhì)處理28~32HRC
3
車
三抓自定心卡盤夾緊六方鋼的一端�,卡盤外長度為40mm,車端面���,車螺紋外徑φ8mm及切槽2×φ����。長度為11mm����,倒角1×45°,車螺紋M8���。
從端面向里測量出��,車六方鋼�,使其外圓尺寸為φ12mm��,保證總長34mm 初下
C620����、螺紋環(huán)規(guī)
4
2����、車
用三抓自定心或四爪單動(dòng)卡盤��,裝夾專用車偏心工裝�,用M8螺紋及螺紋端面鎖緊定位,車偏心部分專用偏心φ8mm���,車端面���,保證總長33mm及17mm,鉆M4螺紋底孔φ�,深12mm ,攻螺紋M4,深8mm
C620���、專用偏心工裝��、M4絲錐
5
檢驗(yàn)
按圖樣要求檢驗(yàn)各部尺寸
6
入庫
涂防銹油����、入庫
(三)工藝分析
1)調(diào)整偏心軸結(jié)構(gòu)比較簡單����,外圓表面粗糙度值為Raμm,精度要求一般����,M8為普通螺紋,主要用于在調(diào)整尺寸機(jī)構(gòu)的微調(diào)上使用�。
2)零件加工關(guān)鍵是保證偏心距2mm,因偏心軸各部分尺寸較小���,偏心加工可在車床上裝一偏心夾具來完成加工��。
3)若用棒料(圓鋼)加工調(diào)整偏
3��、心軸���,其加工工藝方法與用六方鋼基本相同,只增加一道銑六方工序���。
二.確定毛坯的制造形式
零件材料為45鋼�。本零件為簡單軸類零件�,因此選擇六方鋼φ14mm×380mm,10件連下��。鑄件��。
三.基面的選擇
1)粗基準(zhǔn)的選擇,因?yàn)楸玖慵楹唵屋S類零件����,因此選擇以外圓作為粗基準(zhǔn)是完全合理的,按工藝中規(guī)定以M8螺紋及端面為定位基準(zhǔn)車偏心��。在工裝上加工一個(gè)偏心距為2mm的M8螺紋孔����,將偏心工裝裝夾在車床三爪自定心或四爪單動(dòng)卡盤上,按其外徑找正���,找正后夾緊即可���。
2)精基準(zhǔn)的選擇。主要應(yīng)該考慮基準(zhǔn)重合的問題�。當(dāng)設(shè)計(jì)基準(zhǔn)與工序基準(zhǔn)不重合時(shí),應(yīng)該進(jìn)行尺寸換算��。
四.制訂工藝路線
制訂工
4��、藝路線的出發(fā)點(diǎn)����,應(yīng)當(dāng)是使零件的幾何形狀�,尺寸精度及位置精度等技術(shù)要求能得到合理的保證��。在生產(chǎn)綱領(lǐng)已確定為大批生產(chǎn)的條件下�,可以考慮用萬能性機(jī)床配以專用工夾具����,并盡量使工序集中起來提高生產(chǎn)效率。除此之外����,還應(yīng)當(dāng)考慮經(jīng)濟(jì)效果,以便使生產(chǎn)成本盡量下降��。
1. 工藝路線方案一
工序1 下料φ14mm×380mm�,10件連下。
工序2 熱處理
工序3 車螺紋外徑φ8mm切槽2×φ長度為11mm���。
工序4 倒角1×45°���。
工序5 車螺紋M8。
工序6 從車使其外圓尺寸外圓φ12mm����,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正���,車偏心部分φ8mm。車端面保證總長33
5�、mm以及17mm。
工序8 粗銑φ8mm端面����。
工序9 精銑φ8mm端面。
工序10 鉆底孔φ3.3mm����,深12mm。
工序11 攻螺紋M4��,深8mm���。
工序12 檢查���。
工序13 油封入庫。
2. 工藝路線方案二
工序1 下料φ14mm×380mm���,10件連下���。
工序2 熱處理
工序3 車螺紋外徑φ8mm切槽2×φ長度為11mm�。
工序4 倒角1×45°�。
工序5 車螺紋M8。
工序6 從車使其外圓尺寸外圓φ12mm���,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正,車偏心部分φ8mm���。車端面保證總長33mm以及17mm��。
工序8 鉆底孔φ3.3
6���、mm,深12mm�。
工序9 攻螺紋M4,深8mm����。
工序10 粗銑φ8mm端面。
工序11 精銑φ8mm端面��。
工序12 檢查����。
工序13 油封入庫��。
3. 工藝方案的比較和分析
上述兩個(gè)工藝不同的地方在于銑φ8mm端面的先后順序�,保證其表面的粗糙度為1.6����,所以應(yīng)該在保證長度等其他條件都滿足的情況下在銑φ8mm的端面,因此第二方案更好些�,即具體工藝如下;
工序1 下料φ14mm×380mm��,10件連下���。
工序2 熱處理
工序3 車螺紋外徑φ8mm切槽2×φ長度為11mm���。
工序4 倒角1×45°。
工序5 車螺紋M8�。
工序6 從車使其外圓尺寸外圓
7、φ12mm�,并保證總長34mm.
工序7 調(diào)頭用墊塊裝夾找正,車偏心部分φ8mm����。車端面保證總長33mm以及17mm�。
工序8 粗銑φ8mm端面����。
工序9 精銑φ8mm端面。
工序10 鉆底孔φ3.3mm����,深12mm。
工序11 攻螺紋M4��,深8mm���。
工序12 檢查。
工序13 油封入庫����。
五.機(jī)械加工余量,工序尺寸以及毛坯尺寸的確定
偏心軸的加工工藝路線擬定后���,在進(jìn)一步安排各道工序的具體內(nèi)容時(shí)應(yīng)正確地確定各工序的工序尺寸��,而工序尺寸的確定與加工余量有著密切的關(guān)系����。
加工余量是指加工過程中從被加工表面上切除的金屬層厚度,它包括加工總余量和工序余量��。影響加工余量的因素
8��、主要有:上道工序的表面粗糙度與表面層缺陷��、上道工序的尺寸公差���、上道工序的位置誤差及本工序安裝誤差��、熱處理的影響��。
根據(jù)原始資料以及加工工藝�,分別確定各加工表面的機(jī)械加工余量����,工序尺寸以及毛坯尺寸如下:
1.螺紋外徑
考慮其加工長度為33mm,螺紋的外徑為φ8,所以此時(shí)的直徑余量2Z=6mm.
2×φ��,此時(shí)的直徑余量2Z=mm��。
3.外圓φ12mm��,此時(shí)的直徑余量為2Z=2mm����。
4.偏心部分φ8mm,此時(shí)的直徑余量為2Z=4mm�。
六.確定切削用量及基本工時(shí)(機(jī)動(dòng)時(shí)間)
確定每一工步的切削用量------背吃刀量ap,進(jìn)給量f及切削速度Vc���。確定方法是:先確定切削深度和進(jìn)給量
9�、再確定切削速度用《現(xiàn)代制造工藝設(shè)計(jì)方法》公式Vc=πdn/1000(m/min)換算出查表或計(jì)算法所得的轉(zhuǎn)速nc根據(jù)nc在選擇的機(jī)床的實(shí)有的主軸轉(zhuǎn)速表中選取接近的主軸轉(zhuǎn)速N機(jī)作為所得的轉(zhuǎn)速Nc�,用公式Vc=πdn/1000(m/min)再換算出實(shí)際的切削速度Vc填入工藝文件中。對粗加工�,選取實(shí)際Vc,實(shí)際進(jìn)給量f和背吃刀量ap之后���,還要驗(yàn)證機(jī)床功率是否足夠等��,才能作為最后的切削用量填入工藝文件中。
(1) 加工條件
工件材料:45鋼圓棒料���,抗拉強(qiáng)度>600MPa�,190-270HBS�。
加工要求粗車端面,粗車φ8mm���、φ12mm各擋外圓�。
機(jī)床為C620型臥式車床,工件裝夾在車床夾具
10�、上。
(2) 確定切削用量及基本加工時(shí)間
切削用量的確定全部采用查表法��。
1) 選取刀具:
選擇45°彎頭外圓車刀�,按《切削手冊》表中選取刀桿尺寸為16*25m刀片厚度為4.5mm;粗車鍛件毛坯CR40選擇YW1刀具材料����,選擇車刀幾何形狀等
2) 確定切削用量:
(a) 確定背吃刀量ap 由于單邊余量Z=3mm,可分三次走刀完成即ap=1mm����。
(b) 確定進(jìn)給量f: 根據(jù)《切削手冊》,在加工材料CR45����,車刀刀桿尺寸為16*25mm,ap≤3mm��,工件直徑為20以下時(shí)的f 范圍 再按CA616車床說明書可查得縱向進(jìn)給量?。?
11、
(c)選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度:
根據(jù)《切削手冊》取車刀后刀面磨損量為1mm�,焊接車刀耐用度T=60min
(d)確定切削速度Vc:
根據(jù)《切削手冊》當(dāng)用YW1硬質(zhì)合金車刀縱車加工HBS190-207時(shí)材料,ap≤3mm�,f≤0.75mm/r時(shí)�,切削速度為Vc=135~235mm/min����。
由于實(shí)際車削過程使用條件的改變,根據(jù)《切削手冊》切削速度的修正系數(shù)為Ktv=1,Kmv=1,ksv=0.8,ktv=0.65,kkv=1,kkrv=1故
Vc=291*0.8*0.65*1*1*1*1=118mm/min
N=
12���、1000Vc/(π*14)=2684(r/min)
按CA6140車床的轉(zhuǎn)速選擇與2648r/mm相近的機(jī)床轉(zhuǎn)速為:
N機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=πnd/1000=π*1200*14/1000=53m/min
最后確定的切削用量為:
ap=asp=1mm,f=0.3mm/r,n=1200r/mm,vc=53m/min
(e)效驗(yàn)機(jī)床功率:
車削時(shí)的功率Pc由《切削手冊》當(dāng)抗拉強(qiáng)度=600Mpa,HBS=190~207,ap≤3mm,f≤0.6mm/r,Vc≤200m/min時(shí)切削功率Pc≤5KW��。
由于實(shí)際車削過程使用
13��、條件的改變由《切削手冊》���,切削功率的修正系數(shù)為:kkrfc=kkrpc=1,krp=krf=1,故實(shí)際切削時(shí)的功率為:
P實(shí)=Pc*1*1≤5KW
根據(jù)CA616車床說明書車床主軸允許功率Pe=7.5KW,因Pc≤Pe����,故所選擇的切削用量可在CA616車床上進(jìn)行����。
(f)效驗(yàn)機(jī)床進(jìn)給機(jī)構(gòu)強(qiáng)度:
車削時(shí)的進(jìn)給力Ff可由《切削手冊》查出也可用公式計(jì)算出?���,F(xiàn)采用查表法:
由《切削手冊》可知當(dāng)ó=600Mpa���,p≤3mm,f≤0.6mm/r,Vc≤200m/min時(shí)進(jìn)給力Ff=850N
由于實(shí)際車削過程中使用條件的改變,據(jù)《切削手冊》車削時(shí)的修正系數(shù)為
14�、krf=kkrf=1,krsf=1故實(shí)際進(jìn)給力偉:
F=850*1*1*1=850N
據(jù)CA616車床的說明書,進(jìn)給機(jī)構(gòu)的進(jìn)給力Fmax=2000N(橫走刀)因F實(shí)≤
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=260,l1=5,l2=0.
t=l+l1+l2/(n*f)=265/()
2.車2×φ的退刀槽����。
1)選擇刀具:與粗車端面同一把刀。
2)確定切削用量:
(a)確定背吃刀量ap 由于單邊余量Z=0.75mm����,可一次走刀完成即ap=0.75mm
(b)確定進(jìn)給量f: 根據(jù)《切削手冊
15、》��,在加工材料CR45����,車刀刀桿尺寸為16*25mm,ap<3mm���,工件直徑為20以下時(shí)的f=0.3mm ,再按CA616車床說明書可查得縱向進(jìn)給量?。?
(c)選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度:
根據(jù)《切削手冊》取車刀后刀面磨損量為1mm��,焊接車刀耐用度T=60min
(d)確定切削速度Vc:
根據(jù)《切削手冊》當(dāng)用YW1硬質(zhì)合金車刀縱車加工HBS190-207時(shí)材料,ap≤3mm��,f≤0.75mm/r時(shí)��,切削速度為Vc=135~235mm/min�。
由于實(shí)際車削過程使用條件的改變,根據(jù)《切削手冊》切削速度的修正系數(shù)為Ktv=1,Kmv=1,ksv=0.8,ktv=0
16���、.65,kkv=1,kkrv=1故
Vc=291*0.8*0.65*1*1*1*1=118mm/min
N=1000Vc/(π*14)=2864(r/min)
按CA616車床的轉(zhuǎn)速選擇與2864相近的機(jī)床轉(zhuǎn)速為:
N機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=πnd/1000=π*1200*14/1000=56mm/min
5m,f機(jī)=0.3mm/r,n=1200r/mm,vc=53m/min
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=39,l1=1,l2=0.
17����、
t=l+l1+l2/(n*f)=40/()
3��、車倒角1×45°��。
刀具:專用刀具���。此工步使用到專用刀具與手動(dòng)進(jìn)給��。
檢驗(yàn)機(jī)床功率 按《切削用量簡明手冊》
可以查出 當(dāng)σb=160~245HBS
ap≤?�。妗?.6mm/r
Vc≤41m/min ?�。校?
按C3163-1 車床說明書 主電機(jī)功率P=11kw
可見Pc比P小得多所以機(jī)床功率足夠所用切削用量符合要求
鉆削功率檢驗(yàn)按《切削用量簡明手冊》表
當(dāng)do=21 mm
《切削用量簡明手冊》 得功率公式
PC=McVc/30do
按C3163-1 車床說明書 主電機(jī)功率P=11
18、kw
可見PC比P小得多,所以機(jī)床功率足夠���,最后確定的切削用量為: f=0.64/r,n=1200r/mm, Vc =53m/min����。
4 .粗車M8螺紋:
1)選擇刀具:高速鋼螺紋車刀��。
2)確定切削用量:
(a)確定背吃刀量ap 規(guī)定車粗螺紋時(shí)��,走刀次數(shù)i=19次
(根據(jù)《切削手冊》取車刀后刀面磨損量為1mm����,焊接車刀耐用度T=60min
3)確定切削速度Vc:
N=1000Vc/(π*6)=1373r/min)
按CA616車床的轉(zhuǎn)速選擇與2365相近的機(jī)床轉(zhuǎn)速為:
N
19、機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=24mm/min
最后確定的切削用量為:ap=asp=2.25mm,f=0.3mm/r,n=1200r/mm, Vc =53m/min
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=6,l1=0���,l2=0���,L0=20
t=l+l1+l2+L0/(n*f
5.粗車φ12mm外圓:
1)選擇刀具:與粗車兩端面同一把刀。
2)確定切削用量:
(a)確定背吃刀量ap 由于加工余量Z=2mm���,可一次走刀完成即ap=2mm.
(b)確定進(jìn)給量f: 根據(jù)《切削手冊》���,在加工材料CR45,車刀刀桿
20、尺寸為16*25mm�,ap=2,工件直徑為20以下時(shí)的f 范圍0.3到0.4 再按CA616 車床說明書可查得橫向進(jìn)給量?。?
(c)選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度:
根據(jù)《切削手冊》取車刀后刀面磨損量為1mm,焊接車刀耐用度T=60min
(d)確定切削速度Vc:
根據(jù)《切削手冊》當(dāng)用YW1硬質(zhì)合金車刀橫車加工HBS190-207時(shí)材料�,ap=2mm,f≤0.54mm/r時(shí)���,切削速度為Vc=135~235mm/min��。
由于實(shí)際車削過程使用條件的改變�,根據(jù)《切削手冊》切削速度的修正系數(shù)為Ktv=1,Kmv=1,ksv=0.8,ktv=0.65,kkv=1,kkrv
21���、=1故
Vc=200*0.8*0.65*1*1*1*1=104mm/min
N=1000Vc/(π*14)=2365r/min)
按CA616車床的轉(zhuǎn)速選擇與2365相近的機(jī)床轉(zhuǎn)速為:
N機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=πnd/1000=π*1200*14/1000=53/min
最后確定的切削用量為:ap=asp=2.25mm,f=0.3mm/r,n=1200r/mm,vc=53m/min
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=4,l1=0����,l2=
22���、0����,L0=20
t=l+l2+l3+L0/(n*f)=24/()
6.粗車φ8mm外圓
1)選擇刀具:與粗車端面同一把刀��。
2)確定切削用量:
(a)確定背吃刀量ap 考慮到后面要銑φ8mm所以單邊余量Z=1mm,可一次走刀完成即ap=1mm�。
(b)確定進(jìn)給量f: 根據(jù)《切削手冊》,在加工材料CR45����,車刀刀桿尺寸為16*25mm����,ap<3mm,工件直徑為20以下時(shí)的f=0.3mm ,再按CA616車床說明書可查得縱向進(jìn)給量?。?
(c)選擇車刀磨鈍標(biāo)準(zhǔn)及耐用度:
根據(jù)《切削手冊》取車刀后刀面磨損量為1mm���,焊
23�、接車刀耐用度T=60min
(d)確定切削速度Vc:
根據(jù)《切削手冊》當(dāng)用YW1硬質(zhì)合金車刀縱車加工HBS190-207時(shí)材料,ap≤3mm���,f≤0.75mm/r時(shí)���,切削速度為Vc=135~235mm/min。
由于實(shí)際車削過程使用條件的改變���,根據(jù)《切削手冊》切削速度的修正系數(shù)為Ktv=1,Kmv=1,ksv=0.8,ktv=0.65,kkv=1,kkrv=1故
Vc=291*0.8*0.65*1*1*1*1=118mm/min
N=1000Vc/(π*14)=2864(r/min)
按CA616車床的轉(zhuǎn)速選擇與28
24���、64相近的機(jī)床轉(zhuǎn)速為:
N機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=πnd/1000=π*1200*14/1000=56mm/min
最后確定的切削用量為:ap=asp=0.7mm,f機(jī)=0.3mm/r,n=1200r/mm,vc=53m/min
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=8,l1=1.l2=0.
t=l+l1+l2/(n*f)=8/()=0.22min
7. 粗銑φ8mm的端面��。
1) 選擇刀具
根據(jù)《切削用量簡明手冊》銑削寬度ae≤5mm時(shí)��。銑刀直徑為do=50mm 故齒
25��、數(shù)Z=8�,采用標(biāo)準(zhǔn)鑲齒圓柱銑刀
銑刀幾何參數(shù)rn=10°ao=16°
2) 切削用量
留精銑的加工余量為0.2����,所以本道工步切削寬度ac=1±0.8mm,由于加工表面精度要求Ra=1.6 um.根據(jù)表3.5得每轉(zhuǎn)進(jìn)給量f=0.5~mm/r
3) o=50mm����, 刀具壽命 T=120min
4) 決定切削速度Vc、可根據(jù)《切削用量簡明手冊》確定
Z=8, aP=40-70mm, ac=1±0.8mm, fz=f/z=0./z
Vc=(Cvdoqv)/(TmxapxXvxfzxyvxaexuvxZpv)
Cv=20,qv=0.7,Xv=0.3,yv=
26����、0.2,uv=0.5,pv=0.3,m=0.25,Km=1.12,
Ksv=0.8,KTv,Kv=KmxKsvxKTv
Vc=(Cvxdoxqv)/(TmxapxXvxfzxyvxaexuvxZpv)=23.7(m/min) n=1000V/d=(1000x23.7)/(3.14x50)=151r/min 根據(jù)X62W型銑床說明書選n=160r/min
Vc/1000=(160x3.14x50)/1000=/min Vf=nf=160x0.6=96mm/min
選Vf=80mm/min 實(shí)際fz=Vf/(nxz)=/z
5) 機(jī)床功率:根據(jù)《切削用量簡明手冊》當(dāng) Vc=7
27、1m/min ae= ap=41mm fz=0.08 Kmpc=1.4kw
切削功率的修正系數(shù):
故Pct<0.8,
根據(jù)X62W型銑床說明書�,機(jī)床主軸允許的功率為
×0.75=5.63kw 故Pcc<Pcm 因此所決定的切削用量可以采用。
ae Vf=80m/minn=160r/min Vc=/min fz
6) 基本工時(shí)根據(jù) 《切削用量簡明手冊》
Tm=(L+L1+△)/Vf=(28+14)/80=0.525(min) L1+△=14mm
8. 精銑φ8mm的端面�。
1)選擇刀具
刀具與上道工步是同一把刀。
2
28���、)切削用量
精銑的加工余量為0.2�,所以本道工步切削寬度
ae= mm/r
3)決定切削速度Vc、可根據(jù)《切削用量簡明手冊》確定
ac=, Vc=(Cvdoqv)/(TmxapxXvxfzxyvxaexuvxZpv)=/min
n=1000V/d=(1000x33.1)/(3.14x50)=211r/min根據(jù)X62W型銑床說明書選n=210r/min
Vf=nf=210x0.6=126mm/min��、VF=125mm/min fz=Vf/(nxz)=/Z
4)基本工時(shí)基本工時(shí)根據(jù) 《切削用量簡明手冊》
Tm=(L+L1+△)/Vf=(28+14)/125=0.336(m
29���、in) L1+△=14mm
9.鉆φ.
鉆頭選擇:見《切削用量簡明手冊》鉆頭幾何形狀為:雙錐修磨具刃,鉆頭參數(shù):d=Фmm β=30°����,2Φ=118°,2Φ=70°��,bε= ,ao=12°,
Ψ=55°,b=2mm��,=4mm�。
a)、按機(jī)床進(jìn)給強(qiáng)度決定進(jìn)給量: ,當(dāng)σb=210MPa
d0=5mm 可確定f=0.75���。
按C3163-1 車床說明書 取 f=/n.
b)���、 決定鉆頭磨鈍標(biāo)準(zhǔn)及壽命,當(dāng)do=5mm��、鉆頭最大磨損量取0.6 壽命T=45min.
c)、切削速度 由《切削用量簡明手冊》得 V=21m/min
n=1000V/280n/
30����、min
取n=280n/min. 實(shí)際V=17 m/min
d)、 基本工時(shí)
由入切量及超切量查出Ψ+△=10mm
所以Tm=L/nf=(80+10)/280x0.62=0.32 (min)���。
10.攻M4螺紋:
1)選擇刀具:M4絲錐�。
2)確定切削用量:
mm��,走刀次數(shù)i=12次
(根據(jù)《切削手冊》取車刀后刀面磨損量為1mm����,焊接車刀耐用度T=60min
3)確定切削速度Vc:
N=1000Vc/(π*6)=1373r/min)
按CA616車床的轉(zhuǎn)速選擇與2365相近的機(jī)床轉(zhuǎn)速為:
31、 N機(jī)=1200r/mm
則實(shí)際的切削速度為:Vc=24mm/min
最后確定的切削用量為:ap=asp=2.25mm,f=0.3mm/r,n=1200r/mm, Vc =53m/min
3)計(jì)算基本工時(shí):
按《工藝手冊》 公式計(jì)算:l=6,l1=0���,l2=0��,L0=20
t=l+l1+l2+L0/(n*f
參考文獻(xiàn)
[1] 《簡明機(jī)械加工工藝手冊》 機(jī)械工業(yè)出版社 作者陳宏鈞�。
[2] 《機(jī)械制造工藝學(xué)課程設(shè)計(jì)指導(dǎo)書》 哈爾濱工業(yè)大學(xué) 作者趙家齊���。
32���、
[3] 《切削用量簡明手冊》 機(jī)械工業(yè)出版社 作者艾興�,肖詩綱��。
[4]《機(jī)械制造工藝設(shè)計(jì)簡明手冊》 哈爾濱工業(yè)大學(xué) 作者李益民���。
[5]《機(jī)械制造工藝學(xué)》 清華大學(xué) 作者王先逵�。
小 結(jié)
為期一個(gè)月的調(diào)整偏心軸機(jī)械加工工藝設(shè)計(jì)已經(jīng)接近尾聲�,回顧整個(gè)過程,我在老師的指導(dǎo)下���,受益匪淺,機(jī)械加工工藝使理論與實(shí)踐更加接近�,加深了理論知識(shí)的理解,強(qiáng)化了生產(chǎn)實(shí)習(xí)中的感性認(rèn)識(shí)����。
本次課程設(shè)計(jì)我運(yùn)用了基準(zhǔn)選擇、切削用量選擇計(jì)算����、機(jī)床選用、時(shí)間定額計(jì)算等方面的知識(shí)����。
通過此次設(shè)計(jì)��,使我們基本掌握了零件的加工過程分析����、工藝文件的編制和步驟等��。學(xué)會(huì)了查相關(guān)手冊����、選擇使用工藝裝備等等。
總的來說���,這次設(shè)計(jì)��,使我們在基本理論的綜合運(yùn)用及正確解決實(shí)際問題等方面得到了一次較好的訓(xùn)練����。提高了我們的思考����、解決問題創(chuàng)新設(shè)計(jì)的能力,為以后的設(shè)計(jì)工作打下了較好的基礎(chǔ)�。
 調(diào)整偏心軸機(jī)械加工工藝設(shè)計(jì)說明書
調(diào)整偏心軸機(jī)械加工工藝設(shè)計(jì)說明書