《《數(shù)控加工工藝與編程》上機(jī)作業(yè)模板》由會(huì)員分享���,可在線閱讀���,更多相關(guān)《《數(shù)控加工工藝與編程》上機(jī)作業(yè)模板(8頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1����、僅供個(gè)人參考
《數(shù)控加工工藝與編程》上機(jī)作業(yè)
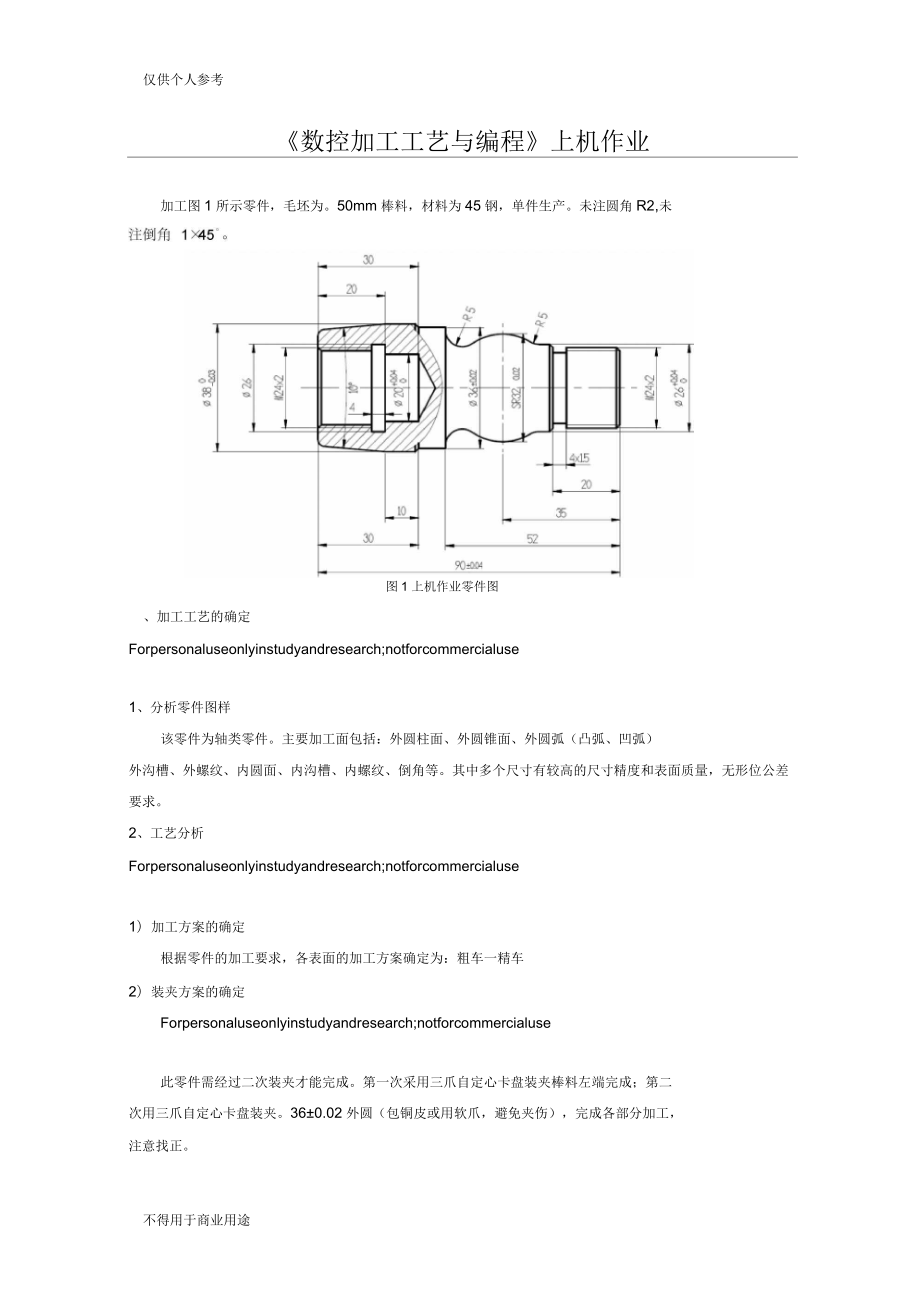
加工圖1所示零件���,毛坯為�。50mm棒料,材料為45鋼���,單件生產(chǎn)����。未注圓角R2,未
圖1上機(jī)作業(yè)零件圖
��、加工工藝的確定
Forpersonaluseonlyinstudyandresearch;notforcommercialuse
1���、分析零件圖樣
該零件為軸類零件����。主要加工面包括:外圓柱面�、外圓錐面、外圓?��。ㄍ够?、凹?。?
外溝槽、外螺紋��、內(nèi)圓面���、內(nèi)溝槽����、內(nèi)螺紋、倒角等���。其中多個(gè)尺寸有較高的尺寸精度和表面質(zhì)量��,無形位公差要求���。
2、工藝分析
Forpersonaluseonlyinstudyandresearch;
2���、notforcommercialuse
1)加工方案的確定
根據(jù)零件的加工要求��,各表面的加工方案確定為:粗車一精車
2)裝夾方案的確定
Forpersonaluseonlyinstudyandresearch;notforcommercialuse
此零件需經(jīng)過二次裝夾才能完成�。第一次采用三爪自定心卡盤裝夾棒料左端完成�����;第二
次用三爪自定心卡盤裝夾�����。36±0.02外圓(包銅皮或用軟爪���,避免夾傷)����,完成各部分加工����,
注意找正。�
3)加工工藝的確定
加工工序卡見表1��。
表1數(shù)控加工工序卡
數(shù)控加工工藝卡片
產(chǎn)品名稱
零件名稱
材料
零件圖號(hào)
45鋼
3���、工序號(hào)
程序編號(hào)
夾具名稱
夾具編號(hào)
使用設(shè)備
車間
三爪卡盤
工步號(hào)
工步內(nèi)容
刀具號(hào)
主軸轉(zhuǎn)速
(r/min)
進(jìn)給速度
(mm/r)
背吃刀量
(mm)
備注
裝夾1:夾住棒料一頭�,留出長(zhǎng)度約75?80mm,車端面(手動(dòng))��,對(duì)刀��,調(diào)用程序
1
粗車外輪廓
T0101
800
0.2
2
2
精車外輪廓
T0101
1000
0.1
0.3
3
切退刀槽
T0202
600
0.08
3.5
4
切螺紋
T0303
600
2
裝夾2:掉頭夾小26外圓面����,對(duì)刀,
4���、車端面?���?傞L(zhǎng)90±0.04,鉆孔(手動(dòng))至(1)18,調(diào)用程序
1
粗車外輪廓
T0101
800
0.2
2
2
精車外輪廓
T0101
1000
0.1
0.3
3
粗鏈內(nèi)輪廓
T0202
600
0.2
1
4
精鏈內(nèi)輪廓
T0202
800
0.1
0.3
5
切退刀槽
T0303
400
0.08
3
6
切內(nèi)螺紋
T0404
600
2
加工刀具卡見表2、表3�。
表2數(shù)控加工刀具卡(右端)
數(shù)控加工刀具卡片
工序號(hào)
程序編號(hào)
產(chǎn)品名稱
零件名稱
材料
零件圖號(hào)
5、
45鋼
序號(hào)
刀具號(hào)
刀具名稱及刀具規(guī)格(mm)
刀尖半徑(mm)
加工表面
備注
1
T0101
93°右偏外圓車刀(35°菱形刀片)
0.8
右端外輪廓
硬質(zhì)合金
2
T0202
切槽刀(B=3.5)
切槽�、切斷
硬質(zhì)合金
3
T0303
60°螺紋車刀
螺紋
硬質(zhì)合金
表3數(shù)控加工刀具卡(左端)�
數(shù)控加工刀具卡片
工序號(hào)
程序編號(hào)
產(chǎn)品名稱
零件名稱
材料
零件圖號(hào)
45鋼
序號(hào)
刀具號(hào)
刀具名稱及刀具規(guī)格(mm)
刀尖半徑(mm)
加工表面
備注
1
T0
6、101
93°右偏外圓車刀(35°菱形刀片)
0.8
左端外輪廓
硬質(zhì)合金
2
T0202
95°右偏內(nèi)圓車刀(80°菱形刀片)
0.4
左端內(nèi)輪廓
硬質(zhì)合金
3
T0303
切槽刀(B=3)
內(nèi)溝槽
硬質(zhì)合金
4
T0404
60°螺紋車刀
內(nèi)螺紋
硬質(zhì)合金
二��、加工程序的編制
1��、工件坐標(biāo)系的建立
以工件右端面與軸線的交點(diǎn)為編程原點(diǎn)建立工件坐標(biāo)系����。
2、編制程序
程序見表4�。
表4參考程序
%
O2010(Right)
#1=3.5
T0101
M03S800
G00X55Z5
X52Z2
G90X46.6Z-
7、71R0F0.2
X42.6
X38.6
G01X41Z2S1000
G90X38Z-70.8R0F0.1
G73U6W0R3
G73P1Q2U0.6W0.1F0.2S800
N1G42G00X18
G01X24Z-1F0.1S1000
Z-20
X26Z-21
Z-24.183
G02X27.429Z-26.759R5
G03X26.261Z-44.143R18
G02X34.467Z-52R5
G01X36
Z-60
N2X40Z-62
程序名
切槽刀刀寬B=3.5mm
選擇1號(hào)刀1號(hào)刀補(bǔ)
啟動(dòng)主軸
快進(jìn)至進(jìn)刀點(diǎn)
快進(jìn)至G90車削循環(huán)起點(diǎn)
G
8�、90去除外輪廓余量
G73循環(huán)粗加工外輪廓
建立刀尖圓弧半徑補(bǔ)償
G70P1Q2�
G40G00X100
Z100M05
T0100
T0202
M03S600
G00X28Z-20
G01X21F0.08
X28
Z-[#1+16]
X21
X28
G00X100
Z100M05
T0200
T0303
M03S600
G00X30Z5
G01X28
G92X23.2Z-18F2
X22.6
X22
X21.6
X21.4
G00X100
Z100M05
T0300
M30
%
G70循環(huán)精加工外輪廓
X向退刀,取消刀尖圓弧半
9���、徑補(bǔ)償
Z向快速退刀至換刀點(diǎn)��,主軸停取消1號(hào)刀刀補(bǔ)
選擇2號(hào)刀2號(hào)刀補(bǔ)
取消2號(hào)刀刀補(bǔ)
選擇3號(hào)刀3號(hào)刀補(bǔ)
取消3號(hào)刀刀補(bǔ)
程序結(jié)束
%
O2011(Left)
#1=3
#2=38-40*TAN[5]
#3=38+2*TAN[5]
T0101
M03S800
G00X55Z5
G01X52Z2F0.2
G73U8R4
G73P1Q2U0.6W0.1
N1G42G00X30
G01Z0
X#2R2
N2X#3Z-21
G70P1Q2F0.1S1000
程序名
切槽刀刀寬B=3mm
選擇1號(hào)刀1號(hào)刀補(bǔ)
啟動(dòng)主軸
快進(jìn)至進(jìn)刀點(diǎn)
快進(jìn)至G73復(fù)
10��、合循環(huán)起點(diǎn)
G73循環(huán)粗加工外輪廓
建立刀尖圓弧半徑補(bǔ)償
G70循環(huán)精加工外輪廓
�
G40G00X100
X向退刀���,取消刀尖圓弧半徑補(bǔ)償
Z200M05
Z向快速退刀至換刀點(diǎn),主軸停
T0100
取消1號(hào)刀刀補(bǔ)
T0202
選擇2號(hào)刀2號(hào)刀補(bǔ)
M03S600
G00X55Z5
G01X15Z2F0.2
工進(jìn)至G71復(fù)合循環(huán)起點(diǎn)
G71U1R1
G71循環(huán)粗加工內(nèi)輪廓
G71P3Q4U-0.6W0.1F0.1
N3G00X28
G01X22Z-1
Z-20
X20
Z-30
N4X15
G70P3Q4F0.
11��、1S1000
G70循環(huán)精加工內(nèi)輪廓
G00Z200
Z向退刀
X100M05
X向快速退刀至換刀點(diǎn)���,主軸停
T0200
取消2號(hào)刀刀補(bǔ)
T0303
選擇3號(hào)刀3號(hào)刀補(bǔ)
M03S600
G00X55Z5
G01X19Z2
Z-20
X26F0.08
X19
Z-[#1+16]
X26F0.08
X19
Z2
G00Z200
X100M05
T0300
取消3號(hào)刀刀補(bǔ)
T0404
選擇4號(hào)刀4號(hào)刀補(bǔ)
M03S600
G00X55Z5
G01X20
G92X22.4Z-18F2
12�、
X22.8
X23.2
X23.6
X23.8
X24
G00Z200
�
X100M05
T0400取消4號(hào)刀刀補(bǔ)
M30程序結(jié)束
%
三��、仿真結(jié)果
仿真加工后的零件見圖2所示���。
(a)俯視圖
(b)剖視圖
圖2仿真加工完成的零件
僅供個(gè)人用于學(xué)習(xí)���、研究;不得用于商業(yè)用途
Forpersonaluseonlyinstudyandresearch;notforcommercialuse.
Nurfurdenpers?nlichenfurStudien,Forschung,zukommerziellenZweckenverwendetwerden.
Pourl'etudeetlarechercheuniquementddesfinspersonnelles;pasddesfinscommerciales.
tojibkoAJiajiioAeakpTOpwenojibsymaisaidyHeHMiac,neaobanhhh@aoji>khei
Hcnojib3OBaTbCHbKOMMepnecKHxuejiax.
以下無正文
不得用于商業(yè)用途
 《數(shù)控加工工藝與編程》上機(jī)作業(yè)模板
《數(shù)控加工工藝與編程》上機(jī)作業(yè)模板