《金工實(shí)訓(xùn)實(shí)訓(xùn)28操作機(jī)床》由會(huì)員分享��,可在線(xiàn)閱讀�,更多相關(guān)《金工實(shí)訓(xùn)實(shí)訓(xùn)28操作機(jī)床(4頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、實(shí)訓(xùn)二十八 操作機(jī)床
一、實(shí)訓(xùn)內(nèi)容
根據(jù)銑床的操作過(guò)程分組進(jìn)行機(jī)床操作訓(xùn)練�。
二、學(xué)習(xí)目標(biāo)
1.知識(shí)目標(biāo)
了解銑削加工特點(diǎn)��。
了解銑削加工工藝范圍。
掌握普通銑床的型號(hào)及主要技術(shù)規(guī)格�。
掌握普通銑床的組成部分及其作用。
了解普通銑床的傳動(dòng)系統(tǒng)���。
2.技能目標(biāo)
熟練掌握銑床的基本操作方法�。
能應(yīng)用刻度盤(pán)調(diào)整背吃刀量�。
能正確維護(hù)與調(diào)整銑床。
三��、實(shí)訓(xùn)操作(以X62W銑床為例)
1.工作臺(tái)縱��、橫����、垂直方向的手動(dòng)進(jìn)給操作
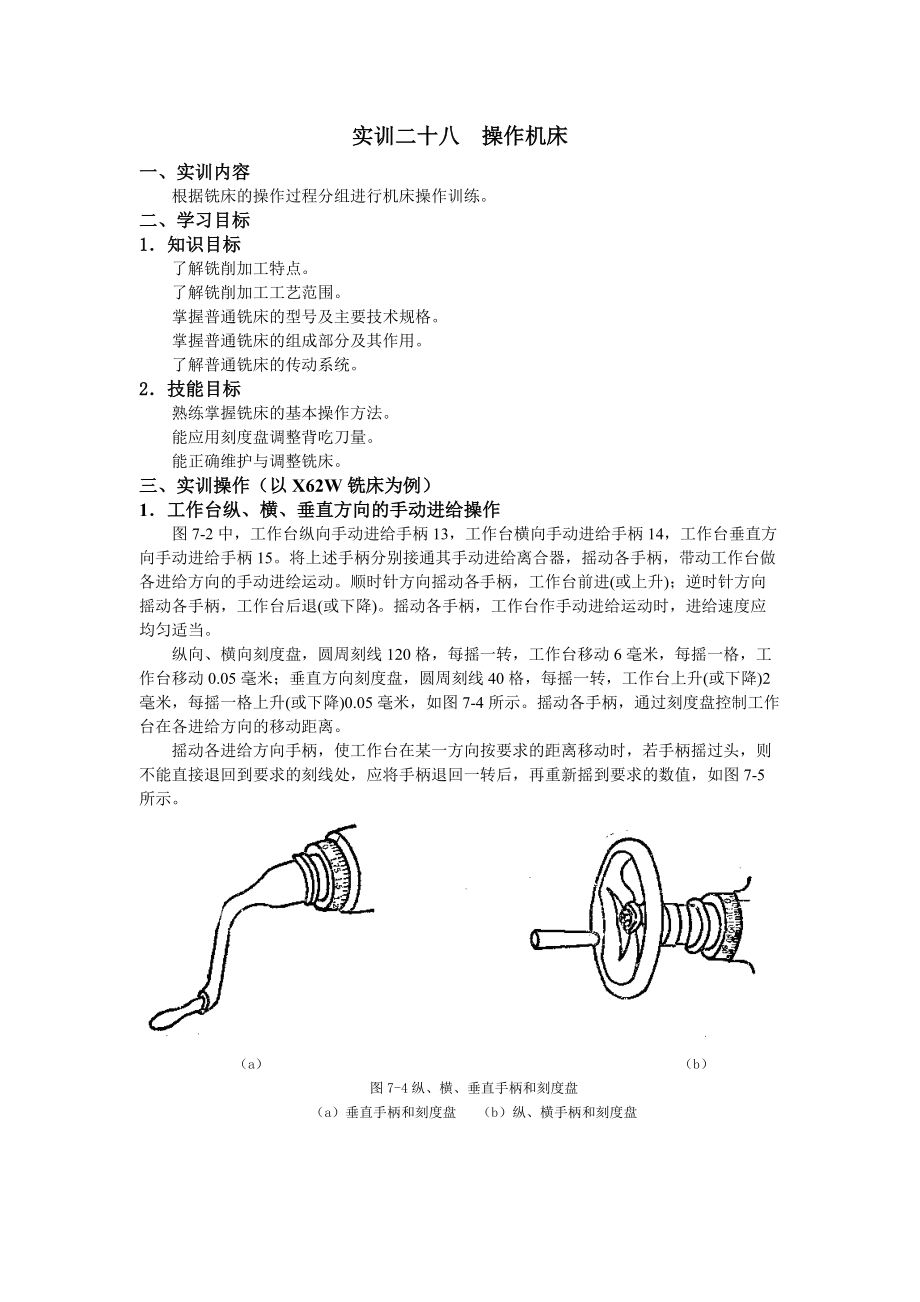
圖7-2中��,工作臺(tái)縱向手動(dòng)進(jìn)給手柄13����,工作臺(tái)橫向手動(dòng)進(jìn)給手柄14,工作臺(tái)垂直方向手動(dòng)進(jìn)給手柄15�。將上述手柄分別接通其手動(dòng)進(jìn)給離合器,搖動(dòng)各手
2���、柄�,帶動(dòng)工作臺(tái)做各進(jìn)給方向的手動(dòng)進(jìn)繪運(yùn)動(dòng)。順時(shí)針?lè)较驌u動(dòng)各手柄�,工作臺(tái)前進(jìn)(或上升);逆時(shí)針?lè)较驌u動(dòng)各手柄��,工作臺(tái)后退(或下降)��。搖動(dòng)各手柄��,工作臺(tái)作手動(dòng)進(jìn)給運(yùn)動(dòng)時(shí)�,進(jìn)給速度應(yīng)均勻適當(dāng)。
縱向��、橫向刻度盤(pán)���,圓周刻線(xiàn)120格�����,每搖一轉(zhuǎn)����,工作臺(tái)移動(dòng)6毫米,每搖一格��,工作臺(tái)移動(dòng)0.05毫米��;垂直方向刻度盤(pán)�����,圓周刻線(xiàn)40格��,每搖一轉(zhuǎn)�,工作臺(tái)上升(或下降)2毫米,每搖一格上升(或下降)0.05毫米��,如圖7-4所示�。搖動(dòng)各手柄��,通過(guò)刻度盤(pán)控制工作臺(tái)在各進(jìn)給方向的移動(dòng)距離��。
搖動(dòng)各進(jìn)給方向手柄�,使工作臺(tái)在某一方向按要求的距離移動(dòng)時(shí),若手柄搖過(guò)頭�,則不能直接退回到要求的刻線(xiàn)處,應(yīng)將手柄退回一轉(zhuǎn)后�,再重新?lián)u
3、到要求的數(shù)值,如圖7-5所示��。
(a) (b)
圖7-4縱��、橫�����、垂直手柄和刻度盤(pán)
(a)垂直手柄和刻度盤(pán) (b)縱��、橫手柄和刻度盤(pán)
(a) (b) (c)
圖7-5 消除刻度盤(pán)空轉(zhuǎn)的間隙
(a)手柄搖過(guò)頭 (b)將手柄反轉(zhuǎn)一轉(zhuǎn)?����。╟)再搖到要求的刻度
2.主軸變速操作
變換主軸轉(zhuǎn)速時(shí)�,手握變速手柄球部,將變速操縱手柄1下壓�,如圖7-6所示,使手柄
4��、的楔塊從固定環(huán)2的槽1內(nèi)脫出��,再將手柄外拉��,使手柄的楔塊落入固定環(huán)2的槽2內(nèi)����,手柄處于脫開(kāi)位置I��。然后轉(zhuǎn)動(dòng)轉(zhuǎn)速盤(pán)3��,使所需要的轉(zhuǎn)速數(shù)對(duì)準(zhǔn)指針4��,再接合手柄���。接合變速操縱手柄時(shí),將手柄下壓并較快地推到位置Ⅱ����,使沖動(dòng)開(kāi)關(guān)6瞬時(shí)接通電動(dòng)機(jī)瞬時(shí)轉(zhuǎn)動(dòng),以利于變速齒輪嚙合�,再由位置Ⅱ慢速繼續(xù)將手柄推到位置Ⅲ,使手柄的楔塊落入環(huán)固定2的槽1內(nèi)�,變速終止,用手按“起動(dòng)”按鈕�,主軸就獲得要求的轉(zhuǎn)速���。轉(zhuǎn)速盤(pán)3上有30~1500轉(zhuǎn)/分18種轉(zhuǎn)速����。
變速操作時(shí),連續(xù)變換的次數(shù)不宜超過(guò)三次�,如果必要時(shí)隔五分鐘后再進(jìn)行變速,以免因起動(dòng)電流過(guò)大����,導(dǎo)致電動(dòng)機(jī)超負(fù)荷,使電動(dòng)機(jī)線(xiàn)路燒壞����。
3.進(jìn)給變速操作
變速操作時(shí),先將
5��、變速操縱手柄外拉�����,再轉(zhuǎn)動(dòng)手柄��,帶動(dòng)轉(zhuǎn)速盤(pán)旋轉(zhuǎn)(轉(zhuǎn)速盤(pán)上有23.5~l 180 mm/min��,18種進(jìn)給速度)��,當(dāng)所需要的轉(zhuǎn)速數(shù)對(duì)準(zhǔn)指針后�,再將變速手柄推回到原位,如圖7-7所示���,按動(dòng)“起動(dòng)”按鈕使主軸旋轉(zhuǎn)����,再扳動(dòng)自動(dòng)進(jìn)給操縱手柄,工作臺(tái)就按要求的進(jìn)給速度做自動(dòng)進(jìn)給運(yùn)動(dòng)�。
4.啟動(dòng)與停止機(jī)床
將電源轉(zhuǎn)換開(kāi)關(guān)扳至“通”,將主軸換向開(kāi)關(guān)扳至要求的轉(zhuǎn)向���,然后按“起動(dòng)”按鈕���,使主軸旋轉(zhuǎn),按主軸“停止”按鈕�,主軸停止轉(zhuǎn)動(dòng)。
5.工作臺(tái)縱向�、橫向、垂直方向的機(jī)動(dòng)進(jìn)給操作
工作臺(tái)縱向�、橫向、垂直方向的機(jī)動(dòng)進(jìn)給操縱手柄均為復(fù)式手柄��??v向機(jī)動(dòng)進(jìn)給操縱手柄有三個(gè)位置,即“向右進(jìn)給”��、“向左進(jìn)給”��、“停止”�,
6、扳動(dòng)手柄��,手柄的指向就是工作臺(tái)的機(jī)動(dòng)進(jìn)給方向�����,如圖7-8所示��。
橫向和垂直方向的機(jī)動(dòng)進(jìn)給由同一對(duì)手柄操縱��,該手柄有五個(gè)位置���,即“向里進(jìn)給”��、“向外進(jìn)給”�����、“向上進(jìn)給”�����、“向下進(jìn)給”�、“停止”。扳動(dòng)手柄����,手柄的指向就是工作臺(tái)的進(jìn)給方向,如圖7-9所示�。
以上各手柄,接通其中一個(gè)時(shí)�,就相應(yīng)地接通了電動(dòng)機(jī)的電器開(kāi)關(guān),使電動(dòng)機(jī)“正轉(zhuǎn)”或“反轉(zhuǎn)”��,工作臺(tái)就處于某一方向的機(jī)動(dòng)進(jìn)給運(yùn)動(dòng)���。因此操作時(shí)只能接通一個(gè)���,不能同時(shí)接通二個(gè)。
圖7-6 主軸變速操作 圖7-7進(jìn)給變速操作
1—變速手柄�����; 2—固定環(huán)�����; 3—轉(zhuǎn)速盤(pán)�; 1—變速手柄�����; 2—轉(zhuǎn)速盤(pán); 3—指針
4
7�、—指針; 5—螺釘�; 7—開(kāi)關(guān)
圖7-8工作臺(tái)縱向自動(dòng)進(jìn)給操作 圖7-9工作臺(tái)橫向、垂直方向自動(dòng)進(jìn)給操作
6.工作臺(tái)縱向�����、橫向�、垂直方向的快速進(jìn)給操作
工作臺(tái)作快速進(jìn)給運(yùn)動(dòng)時(shí),先扳動(dòng)工作臺(tái)自動(dòng)進(jìn)給操縱手柄����,再按下“快速”按鈕,工作臺(tái)就作這個(gè)進(jìn)給方向的快速進(jìn)給運(yùn)動(dòng)�,手指松開(kāi),快速進(jìn)給結(jié)束��,進(jìn)給結(jié)束后把自動(dòng)進(jìn)給操縱手柄恢復(fù)原位��。
7.縱向��、橫向、垂直方向的緊固
銑削加工時(shí)�,為了減少振動(dòng),保證加工精度��,避免因銑削力使工作臺(tái)在某一個(gè)進(jìn)給方向產(chǎn)生位置移動(dòng)�����,對(duì)不使用的進(jìn)給機(jī)構(gòu)應(yīng)緊固����。這時(shí)可分別旋緊縱向工作臺(tái)緊固螺釘20,如圖7-2所示����,橫向工作臺(tái)緊固手柄18,垂直進(jìn)給緊固手柄1
8�����、9����,工作完畢后,必須將其松開(kāi)。
四����、評(píng)分標(biāo)準(zhǔn)
班級(jí)
姓名
學(xué)號(hào)
課題
操作機(jī)床
操作
銑床
檢查
序號(hào)
檢測(cè)內(nèi)容
配分
扣分標(biāo)準(zhǔn)
學(xué)生自評(píng)
教師評(píng)分
1
工作臺(tái)縱、橫��、垂直方向的手動(dòng)進(jìn)給操作
10
酌情扣分
2
主軸變速操作
10
酌情扣分
3
進(jìn)給變速操作
10
酌情扣分
4
工作臺(tái)縱向�、橫向�、垂直方向的機(jī)動(dòng)進(jìn)給操作
10
酌情扣分
5
縱向、橫向���、垂直方向的緊固手柄
10
酌情扣分
6
橫梁緊固螺母和橫梁移動(dòng)六方頭
10
酌情扣分
7
縱向���、橫向、垂
9���、直方向自動(dòng)進(jìn)給停止擋鐵
10
酌情扣分
8
回轉(zhuǎn)盤(pán)緊固螺釘
10
酌情扣分
9
X62W銑床的操作順序
10
酌情扣分
工作態(tài)度
10
行為規(guī)范�、紀(jì)律表現(xiàn)
10
酌情扣分
綜 合 得 分
100
【注意事項(xiàng)】
1.開(kāi)車(chē)后嚴(yán)禁變換主軸轉(zhuǎn)速��,否則會(huì)發(fā)生機(jī)床事故�。
2.開(kāi)車(chē)前要檢查各手柄位置是否處于正確位置,如沒(méi)有到位����,則主軸或機(jī)動(dòng)進(jìn)給就不會(huì)接通��,甚至?xí)l(fā)生危險(xiǎn)��。
3.縱向和橫向及升降手動(dòng)進(jìn)退方向不能搖錯(cuò)��,如把退刀搖成進(jìn)刀�����,會(huì)使工件報(bào)廢����。
4.操作時(shí)嚴(yán)禁兩人同時(shí)操作�。
5.機(jī)床在運(yùn)轉(zhuǎn)過(guò)程中,嚴(yán)禁操作者離開(kāi)機(jī)床����。
 金工實(shí)訓(xùn)實(shí)訓(xùn)28操作機(jī)床
金工實(shí)訓(xùn)實(shí)訓(xùn)28操作機(jī)床